



制备熔喷非织造布的材料主要以聚丙烯(PP)为主,其熔体流动性好、易驻极、样品阻隔性与过滤性能优异,市场占比可达90%以上[5]。一些材料因其自身的特殊性质,也受到越来越多的开发与应用。例如,具备可降解性能的聚乳酸(PLA)材料[6]、具有良好弹性和拉伸回复性的热塑性弹性体(TPE)材料[7-8]以及适用于高温及高腐蚀环境的含氟材料[9-10]等。在医用防护领域,聚丙烯熔喷非织造布虽然价格低廉,应用广泛,但强度低和耐磨性差等缺点制约了其在高强医疗防护用品领域的应用[11]。高性能超细聚乙烯非织造布具备优异的抗撕裂性、高强耐磨性、耐穿刺性及防水透气性,并且凭借出众的微生物屏蔽性和灭菌方式相容性成为医疗卫生领域的绝佳应用材料。制备聚乙烯非织造布的常用方法包括闪蒸法[12]和纺黏法。闪蒸聚乙烯非织造布具备高强质轻的优点,但其加工过程需要使用大量有毒溶剂。纺黏法虽然能够赋予聚乙烯较高的强度,但布面阻隔性能差。制备聚乙烯非织造布的传统方法还包括干法纺丝和湿法纺丝。干法纺丝是将聚乙烯与高挥发性溶剂(常为十氢萘)混合后,送入双螺杆挤出机中,挤出时大部分溶剂在热氮气吹扫下挥发,干燥的细丝经过牵伸、卷绕形成初生纤维。但使用该方法所制备的纤维中常有少量溶剂残留,且不易清洗。湿法纺丝工艺首先将聚乙烯(PE)与烯烃在高温下混合为均相溶液,经过挤出冷却后形成凝胶膜,最后对凝胶膜进行萃取和拉伸处理,该工艺操作较为繁琐。此外,溶液静电纺丝技术也是制备聚乙烯纳米纤维非织造布的有效方式[13],但溶液静电纺丝效率低,且通常需要使用大量有毒溶剂。目前,使用熔喷技术制备具有优异性能的聚乙烯超细纤维及其非织造布的研究还鲜有报道,作为高效绿色的制备方法,探究高性能聚乙烯熔喷非织造布的制备工艺具有巨大的应用前景。
熔喷非织造布的性能不仅受材料自身性质的影响,还与熔喷加工工艺密切相关。在熔喷过程中,聚合物熔体被高速热气流吹出喷丝孔,在热气流的牵伸作用下纤维直径逐渐变细;受到热气流与环境气流的共同作用,纤维细丝向不同方向摆动,在这种牵伸过程中的不稳定摆动、喷丝孔附近的空气阻力以及到达接收网附近的空气阻力的协同作用下,纤维直径产生了变化[14]。Jafari等[15]探究了气流速度与熔体挤出量对纤维直径的影响发现,提高气流速度与降低熔体挤出量均能实现纤维直径的降低,并引起熔喷非织造布过滤效率的变化。Hoda等[16]考察了熔体温度、气流温度和气流压力对PP纤维直径大小及分布的影响,结果显示气流压力与熔体挤出量是决定纤维直径的主要因素。Xiao等[17]在不同工艺条件下制备了不同纤维直径、孔径和面密度的熔喷非织造布,通过考察熔喷非织造布的过滤性能,探究了工艺与性能之间的关系。Bier等[18]建立了熔喷工艺条件与纤维直径关系的理论模型,该理论模型与实验结果表现出良好的一致性,为探索超细纤维的加工条件提供了理论参考。Yu等[19]研究了模头到铺网带的接收距离对PLA熔喷非织造布的纤维形貌、力学性能和过滤性能的影响,增大接收距离可改善熔喷非织造布的力学性能与过滤效率,并实现纤维直径的降低。由上述分析可见,熔喷工艺中热风温度、热风速度、模头温度、熔体挤出量、接收距离等均能够直接影响纤维的直径和熔喷非织造布的性能。本文以低密度聚乙烯(LDPE)为原料,系统探究了熔喷加工工艺对LDPE纤维直径的影响,并考察了熔喷非织造布的过滤性能与力学性能。旨在通过探讨LDPE纤维及其非织造布性能与加工工艺的关系,获取聚乙烯熔喷非织造布的一般加工规律,为高性能聚乙烯非织造材料的制备提供技术指导,解决闪蒸、溶液静电纺丝技术等工艺存在的有机溶剂问题,从而缓解全球性公共卫生危机大背景下的医用防护材料供应压力。
1 实验部分
1.1 实验材料
低密度聚乙烯(LDPE),上海石油化工股份有限公司,根据ASTM D1238—2023a《用挤压塑性仪测定热塑性材料熔体流动速率的标准试验方法》,在温度为190 ℃、载荷为2.16 kg条件下测得其熔体流动速率为60 g/(10 min);聚丙烯(PP),熔喷级,山东天风新材料有限公司,根据ASTM D1238—2023a标准试验方法,在温度为230 ℃、载荷为2.16 kg条件下测得其熔体流动速率为1 500 g/(10 min)。
1.2 LDPE熔喷非织造布的制备
LDPE熔喷非织造布的制备流程如图1所示。采用自组装单螺杆挤出机进行实验,其螺杆直径为45 mm,熔喷模头幅宽为500 mm,喷丝孔的孔径为0.25 mm,设置螺杆温度为230 ℃,螺杆转速为30 r/min。首先将LDPE母粒投入料斗中,经过单螺杆挤出机充分混合、熔融、挤出至计量泵中,随后LDPE熔体由计量泵挤出至熔喷模头的喷丝孔,在热风的牵伸作用下,LDPE熔体被拉伸成丝,在外部空气与负压抽吸风的协同作用下纤维逐渐冷却固化,附着在成网机的铺网带上形成熔喷非织造布,最终由收卷辊收集成卷。本文采用控制单一变量的方法,制备了不同热风温度、热风流量、模头温度、接收距离和熔体流量等工艺参数下的LDPE熔喷非织造布样品。
图1
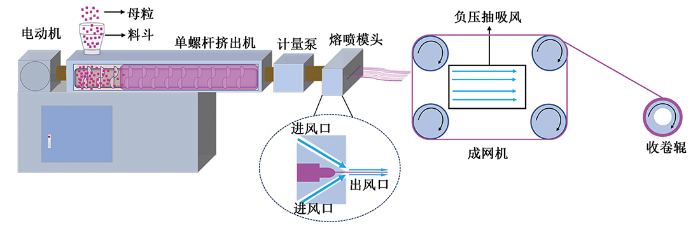
图1
LDPE熔喷非织造布的制备装置示意图
Fig.1
Schematic diagram of preparation device of LDPE melt-blown nonwovens
1.3 测试与表征
1.3.1 纤维直径测试
采用MAIA3型扫描电子显微镜(捷克TESCAN公司)观测纤维形貌,利用测量软件ImageJ测试扫描电镜照片中纤维的直径,每个样品取样30根,得到直径平均值以及直径标准差。
1.3.2 过滤性能测试
采用SC-FT-1702DYY型口罩过滤性能测试仪(青岛世尘净化科技有限公司)测定熔喷非织造布的过滤性能,在常温环境中设定测试流量为32 L/min,以颗粒物直径为0.3 μm的氯化钠气溶胶为测试介质,测试时间为1 min。每个样品测量5次,取平均值。
1.3.3 力学性能测试
采用WDT-W-20A1型系列微控型电子万能试验机(承德精密试验机有限公司)测定LDPE熔喷非织造布的力学性能。测试时将样品裁剪为宽10 mm、长90 mm的长方形,测试间距为50 mm,拉伸速度为5 mm/min。每个样品测量5次,取平均值。
2 结果与讨论
2.1 纤维形貌与纤维直径分析
2.1.1 热风温度对纤维直径的影响
图2
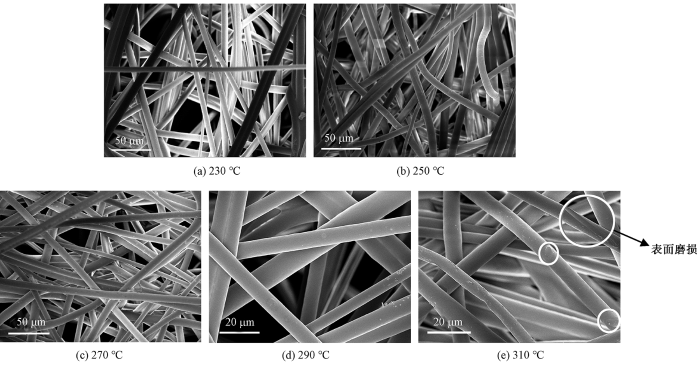
图2
不同热风温度下熔喷非织造布的SEM照片
Fig.2
SEM images of melt-blown nonwovens at different hot air temperatures
图3
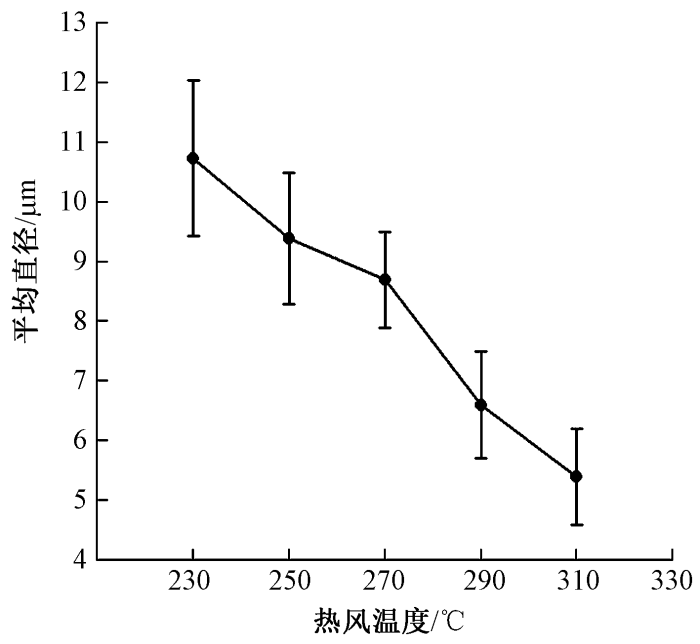
图3
不同热风温度下的纤维平均直径
Fig.3
Average fiber diameter at different hot air temperatures
由图3可知,随着热风温度不断升高,LDPE纤维的平均直径呈现下降趋势,热风温度由230 ℃增加至310 ℃时,纤维的平均直径由10.7 μm降低至5.4 μm,熔喷非织造布由粗糙质硬逐渐变得蓬松柔软。热风温度的升高可减缓LDPE熔体在空气中的冷却固化速度,使熔体能够持续被拉伸成丝,促进风对纤维的牵伸作用,从而使纤维直径逐渐细化。由于LDPE的熔融指数仅为熔喷级PP熔融指数的1/25,其自身的流动性较差。适当升高温度能够降低熔体的黏度,提升熔体的加工流动性,促进熔喷效果,获得形貌更为优良的制品。但是,当热风温度较高时,单丝的凝固冷却速度降低,在空气湍流的影响下,2根单丝更易相互碰撞形成并丝(见图2(d))。当热风温度过高时,纤维表面的磨损现象增加,这可能是由于风温过高导致到达铺网带表面的纤维还未完全冷却固化,纤维更易受到风场牵伸力与铺网带摩擦力的影响,使得表面出现不同程度的磨削损伤现象,如图2(e)所示。
2.1.2 热风流量对纤维直径的影响
实验中设置螺杆温度为230 ℃、模头温度为270 ℃、计量泵转速为15 r/min、螺杆转速为30 r/min、接收距离为12 cm、热风温度为270 ℃。通过调节风机频率改变热风流量,制备不同风量条件下的熔喷非织造布,考察热风流量对熔喷布纤维直径的影响,如图4所示。
图4
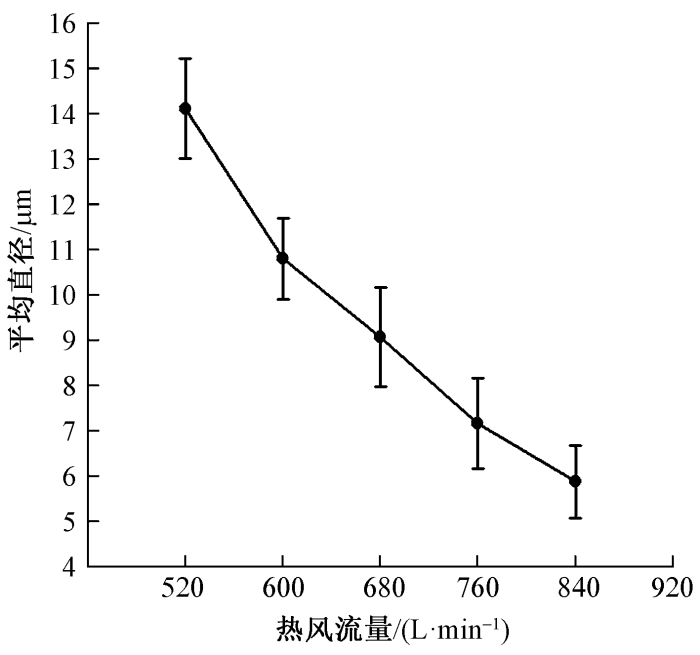
随着热风流量的增加,LDPE纤维的平均直径呈现下降趋势。热风流量由520 L/min升高至840 L/min时,纤维的平均直径由14.1 μm降低至5.8 μm,同时单根纤维的卷曲现象以及多根纤维之间的缠结现象增加。热风流量的增加能够提升热风对熔体的牵伸作用,使纤维受到更强的拉伸效果,促进纤维的细化。保持负压抽吸风参数一定,当热风流量过低时,熔喷非织造布的中间部位形貌良好,纤维致密,但熔喷布的两侧纤维散落,飘扬在铺网带两侧。此现象可能是由于模头内部构型引起的,模头中部的气流较两侧的气流更强而稳定,两侧纤维受到的牵引力不足,在空气中的冷却时间增加,到达铺网带时难以达到恰当的黏附效果,导致熔喷非织造布的成型效果差。当风量过大时,模头附近有纤维碎絮飘扬。此现象可能是由于风量过大使得热风对纤维的拉伸和剪切作用增强,导致喷丝孔附近的部分熔体短纤维还未被完全牵伸即被拉断,造成破碎短纤维数量增加,飞絮现象增多。
2.1.3 模头温度对纤维直径的影响
实验中设置螺杆温度为230 ℃、热风温度为260 ℃、热风流量为680 L/min、计量泵转速为15 r/min、 螺杆转速为30 r/min、接收距离为14 cm,改变模头温度制备不同工艺条件下的熔喷非织造布样品,考察模头温度对LDPE熔喷布纤维直径的影响,如图5所示。
图5
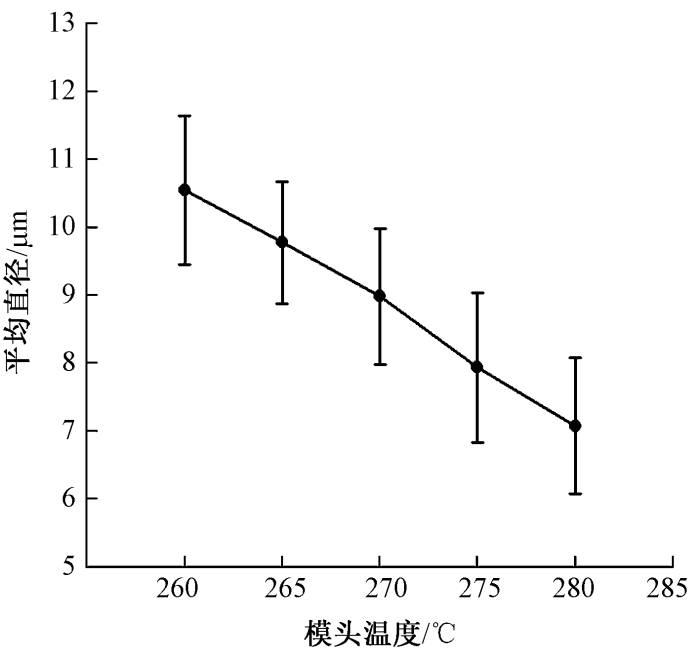
随着模头温度增加,LDPE纤维的平均直径呈下降趋势,与Yesil等[20]在不同模头温度下熔喷聚乙烯所得出的现象一致。模头温度由260 ℃升高至280 ℃后,纤维的平均直径由10.5 μm降至7.1 μm,熔喷非织造布样品的柔软度和表面的致密程度均得到增加。模头温度的提高能够改善LDPE熔体的流动性,降低熔体黏度,促进纤维细丝的牵伸作用。此外,熔体自身具备较高的温度能够降低纤维在空气中的冷却固化速度,使熔体保持较长时间的熔融状态,利于纤维被热空气持续拉伸,促进纤维细化。
2.1.4 接收距离对纤维直径的影响
实验中设置螺杆温度为230 ℃、模头温度为270 ℃、热风温度为270 ℃、热风流量为680 L/min、计量泵转速为15 r/min、螺杆转速为30 r/min,改变铺网带至熔喷模头的接收距离,制备熔喷非织造布样品,不同接收距离下纤维的平均直径如图6所示。
图6
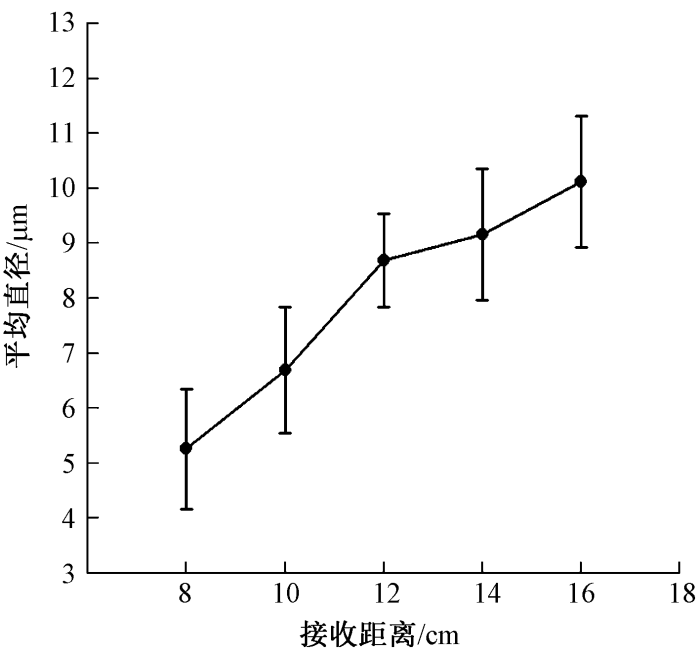
图6
不同接收距离下的纤维平均直径
Fig.6
Average fiber diameter at different receiving distances
随着接收距离的增加,纤维的平均直径呈现逐渐上升的趋势。接收距离由8 cm增加至16 cm时,纤维的平均直径由5.3 μm增加至10.1 μm。当接收距离较近时,在纤维从模头喷丝孔到达铺网带的过程中,喷丝孔中的热气流对纤维的牵伸力占主导地位,空气对纤维的湍流扰动作用并不显著,牵伸力的作用使得纤维向较细的方向发展。当接收距离过近时,纤维在空气中的冷却不充分,到达铺网带的纤维仍具备较强的热黏附性,纤维之间的黏结和缠绕增多,可能导致纤维并丝现象增加。当接收距离过远时,热气流对纤维的牵伸细化作用减弱,纤维受到空气的扰动和冷却作用增加,导致纤维直径较大。
2.1.5 熔体流量对纤维直径的影响
实验中设置螺杆温度为230 ℃、模头温度为260 ℃、热风温度为260 ℃、热风流量为680 L/min、螺杆转速为30 r/min、接收距离为15 cm,在主机螺杆转速不变的条件下通过调节计量泵转速来改变熔体的流量,制备不同工艺条件的非织造布样品,考察熔体流量对LDPE熔喷非织造布纤维直径的影响。不同计量泵转速下纤维的平均直径如图7所示。
图7
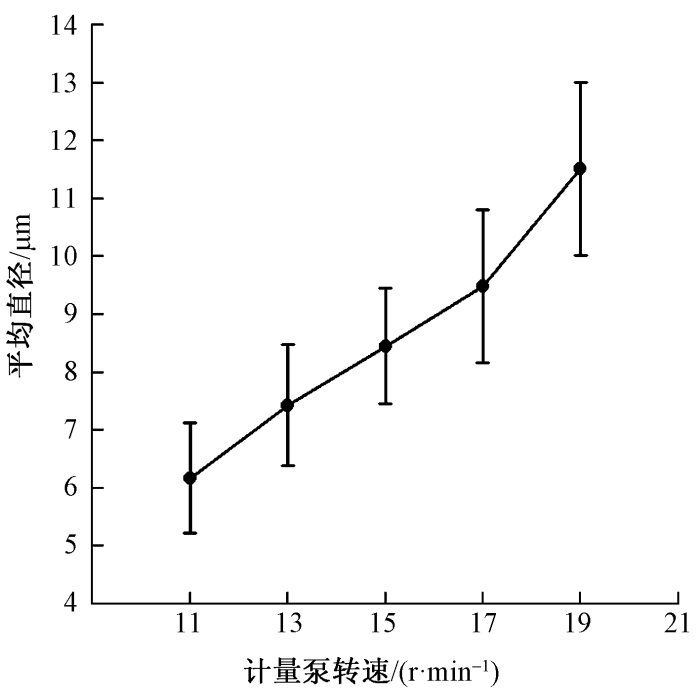
图7
不同计量泵转速下的纤维平均直径
Fig.7
Average fiber diameter at different metering pump speeds
随着计量泵转速的增加,LDPE熔体的流量随之增加,纤维平均直径呈现逐渐上升的趋势,熔喷非织造布样品由细密柔软逐渐变得粗硬。当计量泵转速从11 r/min增加至19 r/min时,纤维的平均直径由6.2 μm增加至11.5 μm。计量泵转速增加使得单位时间内通过喷丝板的熔体流量增加,热风的牵伸作用难以满足大流量熔体的拉伸需求,导致纤维拉伸不充分,纤维直径较粗。当计量泵转速较低时,单位时间通过喷丝板的流量较少,热风的牵伸效果显著,纤维直径较细,熔喷非织造布致密且柔软,样品较轻薄。
2.2 LDPE熔喷非织造布的过滤性能分析
实验中设置螺杆温度为230 ℃、模头温度为260 ℃、热风温度为260 ℃、热风流量为680 L/min、计量泵转速为15 r/min、螺杆转速为30 r/min、接收距离为15 cm,通过调节成网机的铺网带移动速度来改变熔喷非织造布的面密度,并考察在流量为32 L/min时不同面密度LDPE熔喷非织造布样品的过滤效率与过滤阻力,结果如图8所示。
图8
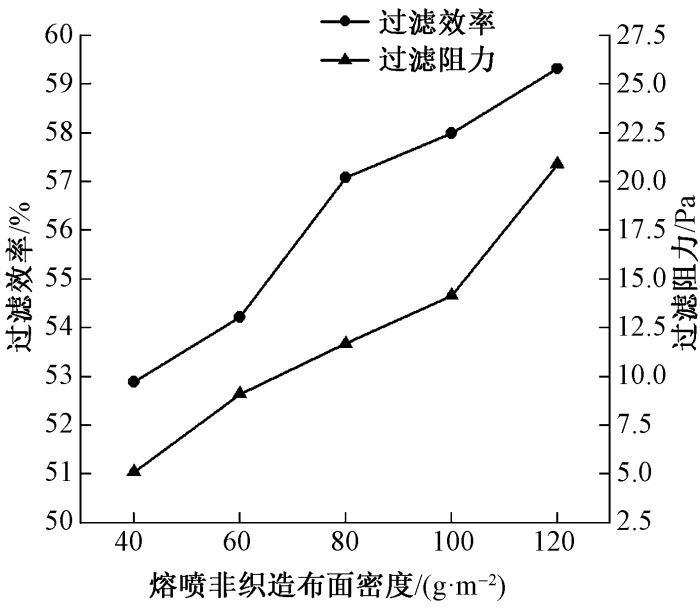
图8
不同面密度熔喷非织造布的过滤效率与过滤阻力
Fig.8
Filtration efficiency and filtration resistance of melt-blown nonwovens with different areal densities
随着熔喷非织造布面密度的增加,其过滤效率与过滤阻力均呈现上升趋势,过滤阻力由5.1 Pa增加至20.9 Pa,过滤效率由52.89%上升至59.32%。熔喷非织造布的过滤性能与其纤维直径、孔径和面密度相关,保持熔喷工艺的其它参数不变,改变铺网带移动速度对纤维直径的影响并不明显,但会导致熔喷非织造布厚度和面密度增大,使得纤维数量增加以及用于空气分子穿过的互连通道延长,从而增加了杂质颗粒物被拦截的数量,表现为过滤效率的提高。同时,由于熔喷非织造布的过滤阻力与其面密度成正比,因而过滤阻力也随面密度的增大而逐渐增大。此外,随着厚度和面密度的增大,纤维层数与纤维数目增加,使得孔隙被纤维随机分割的概率增大[21],非织造布的平均孔径减小,穿过非织造布的杂质颗粒物数目降低,表现为过滤效率的提升和过滤阻力的增大。进一步地,使用压片机将120 g/m2的熔喷非织造布样品进行热压处理,在温度为105 ℃、压力为4 MPa的条件下,热压10 s制得形貌致密的样品,其过滤效率可达75%以上,过滤阻力为80 Pa。由于本实验制备的LDPE非织造布未经过高压静电驻极技术[22]处理,可能导致纤维对于颗粒物的吸附性能较差。
2.3 LDPE熔喷非织造布的力学性能分析
在相同熔喷工艺下,选取面密度分别为25、50、120 g/m2的LDPE熔喷非织造布样品,对其进行力学性能测试,并与面密度为25 g/m2的PP熔喷非织造布进行对比,力学性能测试结果如表1所示。
表1 熔喷非织造布的力学性能
Tab.1
| 非织造布样品 | 最大拉伸 强力/N | 抗拉强 度/MPa | 断裂伸长 率/% |
|---|---|---|---|
| 25 g/m2 PP | 2.89 | 3.63 | 61 |
| 25 g/m2LDPE | 1.20 | 1.35 | 75 |
| 50 g/m2LDPE | 2.43 | 1.80 | 73 |
| 120 g/m2LDPE | 6.12 | 2.16 | 39 |
由表1可知,随着面密度的增加,LDPE非织造布所能承受的最大拉伸强力和抗拉强度逐渐增大,面密度由25 g/m2增加至120 g/m2,最大拉伸强力提升5~6倍,由1.20 N提升至6.12 N,抗拉强度由1.35 MPa提升至2.16 MPa。但非织造布的断裂伸长率显著降低,由75%降低至39%。面密度较大时,单位面积内纤维数量较多,非织造布粗糙且厚重,弹性较差,导致膜的断裂伸长率较低。由于纤维数量多且交织紧密,纤维间的缠结点较多,对于外部载荷的传递与承受能力更强,因此非织造布的最大拉伸强力和抗拉强度较高;面密度较小时,非织造布轻薄,布面手感柔软且弹性较好,表现出更高的断裂伸长率,但非织造布的纤维层间数量较少,纤维网状结构稀疏,纤维缠结点较少,对于外部载荷的传递与承载能力较差,导致非织造布的最大拉伸强力和抗拉强度较低。在相同面密度的条件下,LDPE非织造布的抗拉强度与传统的PP非织造布类似,皆为数兆帕,表明LDPE熔喷非织造布的力学性能仍有待提升。使用更高强度的聚乙烯熔喷母粒,或对熔喷非织造布进行双向拉伸[23],均是能够显著提升非织造布力学性能的有效方法。
3 结论
1)本文系统探究了熔喷工艺对低密度聚乙烯(LDPE)非织造布纤维直径的影响,考察了不同热风温度、热风流量、模头温度、接收距离和熔体流量等工艺下LDPE熔喷非织造布纤维形貌与纤维直径的变化,建立了熔喷工艺与LDPE纤维直径的关系,其中纤维的平均直径最低可达5.3 μm,对进一步实现聚乙烯超细纤维的制备具有一定的参考价值。
2)探究了不同面密度LDPE熔喷非织造布的过滤性能,建立了面密度与过滤效率、过滤阻力的关系。不同面密度下LDPE熔喷非织造布的过滤阻力均处于较低水平,面密度为120 g/m2的LDPE熔喷非织造布在32 L/min流量下的过滤效率可达60%左右;对其进行热压处理后,LDPE非织造布的过滤效率可达75%以上,过滤阻力为80 Pa。
3)探究了不同面密度LDPE熔喷非织造布的力学性能,建立了面密度与力学性能的关系。25 g/m2的熔喷非织造布的断裂伸长率最高,可达75%;120 g/m2的熔喷非织造布的拉伸强力与抗拉强度最大,分别可达6.12 N与2.16 MPa。
4)熔喷法制备LDPE超细纤维及其非织造布,解决了传统聚乙烯非织造布制备过程中存在的环境污染及效率低等问题,为进一步探究性能优异的高密度聚乙烯超细纤维及其非织造布的制备提供了重要技术支撑,对拓展熔喷聚乙烯非织造布在高性能医用防护用品中的应用具有重要意义。
参考文献
Melt blown polymeric nanofibers for medical applications: an overview
[J].
熔喷聚丙烯原料性能及加工工艺研究
[J].
Study on properties and processing technology of melt-blow polypropylene raw material
[J].
Melt-spun fibers for textile applications
[J].
High-performance electret and antibacterial polypropylene meltblown nonwoven materials doped with boehmite and ZnO nanoparticles for air filtration
[J].
The preparation and property of poly(lactic acid)/tourmaline blends and melt-blown nonwoven
[J].
高熔融指数聚乳酸母粒的制备及其熔喷材料的可纺性
[J].
Preparation of high melt index polylactic acid masterbatch and spinnability of its meltblown materials
[J].
Process-structure-property relationship of meltblown poly(styrene-ethylene/butylene-styrene) nonwovens
[J].
热塑性聚氨酯熔喷非织造材料制备与性能
[J].
DOI:10.13475/j.fzxb.20210802806
[本文引用: 1]

为改善传统熔喷非织造材料强度低、弹性回复性差的问题,以热塑性聚氨酯(TPU)为原料制备了一种新型弹性熔喷非织造材料。研究了TPU的热性能及流变性能,分析了制备工艺参数对TPU熔喷非织造材料形貌、力学性能、透气性能和水接触角的影响。结果表明:数均分子量为33 767 g/mol、分子量分布指数为2.19、熔点为159.4 ℃的TPU原料,在230 ℃时流变性能良好,适合进行熔喷纺丝;当纤维平均直径为10.27 μm、纤维网平均孔径为145 μm时,制备的TPU熔喷非织造材料的纵、横向断裂强度分别为52和49 N/(5 cm),纵、横向断裂伸长率分别为424%和459%,50%伸长回复率为97%,透气率为580 L/(m<sup>2</sup>·s),水接触角为110.3°,呈现明显的拒水特性。
Preparation and properties of thermoplastic polyurethane meltblowns
[J].
DOI:10.13475/j.fzxb.20210802806
[本文引用: 1]
In order to improve strength and elastic recovery of traditional meltblown nonwovens, a new type of elastic meltblown nonwovens was prepared from thermoplastic polyurethane (TPU). The thermal properties and rheological properties of TPU were studied, and the effects of preparation process parameters on the morphology, mechanical properties, air permeability and contact angle of TPU meltblown nonwovens were analyzed. The results show that the TPU raw material with a number average molecular weight of 33 767 g/mol, a molecular weight distribution index of 2.19 and a melting point of 159.4 ℃ has good rheological properties at 230 ℃ which is suitable for melt-blown spinning. When the average fiber diameter is 10.27 μm and the average fiber web pore size is 145 μm, the longitudinal and transverse rupture strengths of the prepared TPU meltblown nonwovens are 52 and 49 N/(5 cm), the longitudinal and transverse elongation at break are 424% and 459%, respectively. With the same web parameters, the 50% elongation recovery rate is 97%, the air permeability is 580 L/(m2·s), and the water contact angle is 110.3°, showing obvious water-repellent properties.
熔喷法乙烯-三氟氯乙烯共聚物膜的制备与性能研究
[J].
Preparation and performance of melt-blown ethylene chlorotrifluoroethylene copolymer membrane
[J].
聚乙烯三氟氯乙烯熔喷非织造材料的制备及其过滤性能
[J].
Preparation and filtration properties of polyethylene trifluoroethylene melt-blown nonwovens
[J].
非织造布医用防护服及其发展趋势
[J].
Non-vowen medical protective clothing and its development trend
[J].
基于闪蒸法制备再生聚乙烯无纺布及其性能研究
[J].
DOI:10.19491/j.issn.1001-9278.2022.05.003
[本文引用: 1]
以2种熔体流动速率(MFR)不同的再生聚乙烯为原料,二氟一氯甲烷和四氟二氯乙烷混合物为溶剂,采用闪蒸法制备了2种再生聚乙烯无纺布,并通过扫描电子显微镜(SEM)、差示扫描量热仪(DSC)、电子强力机和数字透气度仪等对其表观形貌、热性能、力学性能、透气性和抗水压性等进行了表征和测试。结果表明,基于闪蒸法制备的再生聚乙烯无纺布由超细纤维黏连堆叠而成,其最大拉伸断裂强力为233 N/5 cm,最大断裂伸长率为77 %,且具有良好的透气性、抗静水压性、印染性和阻隔性;制备的再生聚乙烯无纺布具有良好的综合性能,实现了再生聚乙烯赋能增值的目标,符合可持续发展理念,具有广阔的市场前景。
Preparation and properties of recycled polyethylene non-woven fabrics based on flash evaporation
[J].
DOI:10.19491/j.issn.1001-9278.2022.05.003
[本文引用: 1]
Two types of recycled polyethylene non?woven fabrics were prepared by a flash evaporation method using two types of recycled polyethylene with different melt flow rates as raw materials and a mixture of difluorochloromethane and tetrafluorodichloroethane as solvents. Their morphology, thermal properties, mechanical properties, air permeability, and water resistance were investigated using a scanning electron microscope, a differential scanning calorimeter, an electron intensity meter, and a digital air permeability meter. The results indicated that the recycled polyethylene non?woven fabrics were both composed of ultra?fine fibers. They exhibited maximum tensile breaking strength of 233 N/5 cm, maximum elongation break of 77 %, good air permeability, high resistance to hydrostatic pressure, good printing and dyeing properties, and satisfactory barrier performance. With such good comprehensive properties, the recycled polyethylene non?woven fabrics reach the goal for achieving addition value in the recycled polyethylene. This matches the sustainable development target and shows a broad market prospect in near future.
High-temperature electrospinning of polyethylene microfibers from Solution
[J].
Fabrication and characterization of meltblown poly(viny-lidene difluoride) membranes
[J].
Fabrication of poly(lactic acid) filter media via the meltblowing process and their filtration performances: a comparative study with polypropylene meltblown
[J].
Effect of process parameters on fiber diameter and fiber distribution of melt-blown polypropylene microfibers produced by biax line
[J].
Study on the relationship between structure parameters and filtration performance of polypropylene meltblown nonwovens
[J].
Model to predict polymer fibre diameter during melt spinning
[J].
DCD对PLA熔喷纤网结构和性能的影响
[J].
Influence of die-to-collector distance on structure and property of the PLA meltblowing web
[J].
Structure and mechanical properties of polyethylene melt blown nonwovens
[J].
孔隙形状对熔喷非织造布过滤品质的影响
[J].
Effect of pore shape on the filter quality of melt-blown nonwoven
[J].
熔喷非织造过滤材料驻极技术研究进展
[J].
Research progress on the electret technology of meltblown nonwoven filter materials
[J].
Fabrication of polyethylene nanofibrous membranes by biaxial stretching
[J].

 京公网安备11010502044800号
京公网安备11010502044800号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}