纺织学报 ›› 2019, Vol. 40 ›› Issue (10): 62-67.doi: 10.13475/j.fzxb.20180505506
魏艳红1, 谢春萍1, 刘新金1( ), 苏旭中1, 殷高伟2
), 苏旭中1, 殷高伟2
WEI Yanhong1, XIE Chunping1, LIU Xinjin1(), SU Xuzhong1, YIN Gaowei2
摘要:
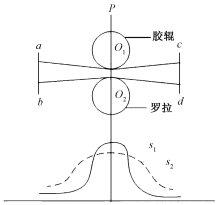
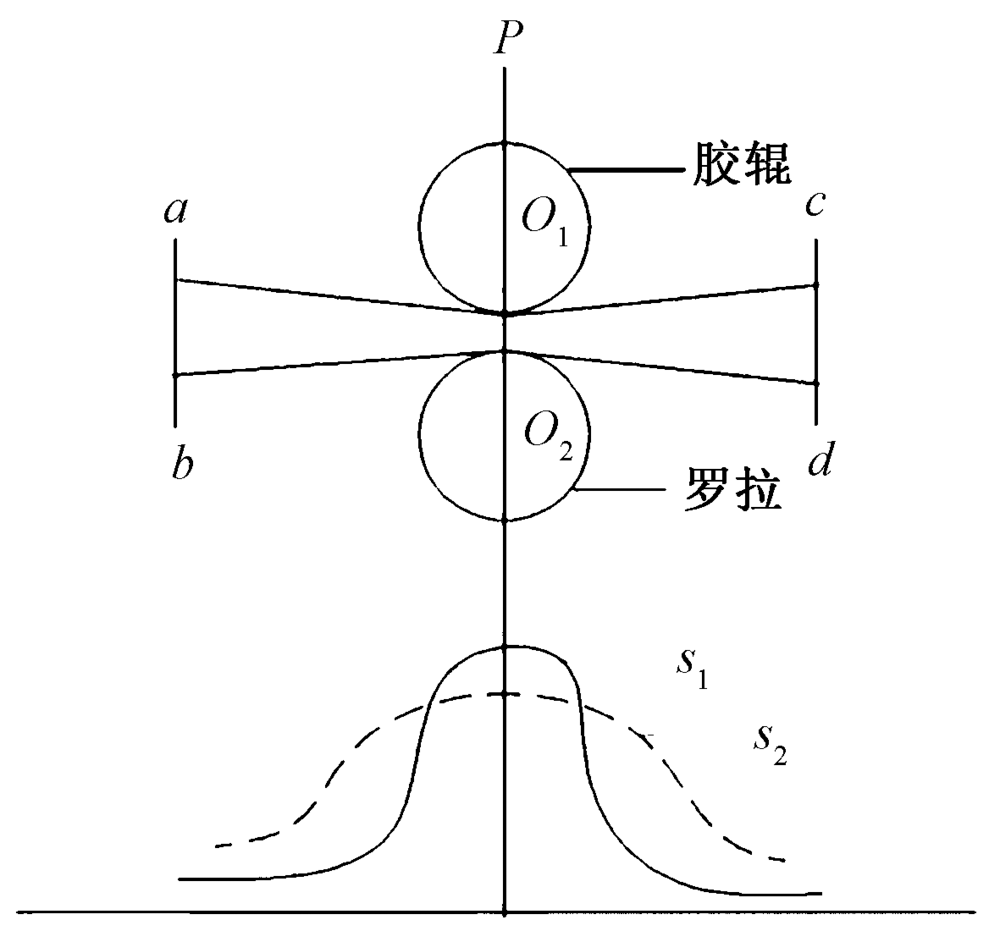
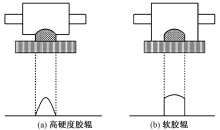
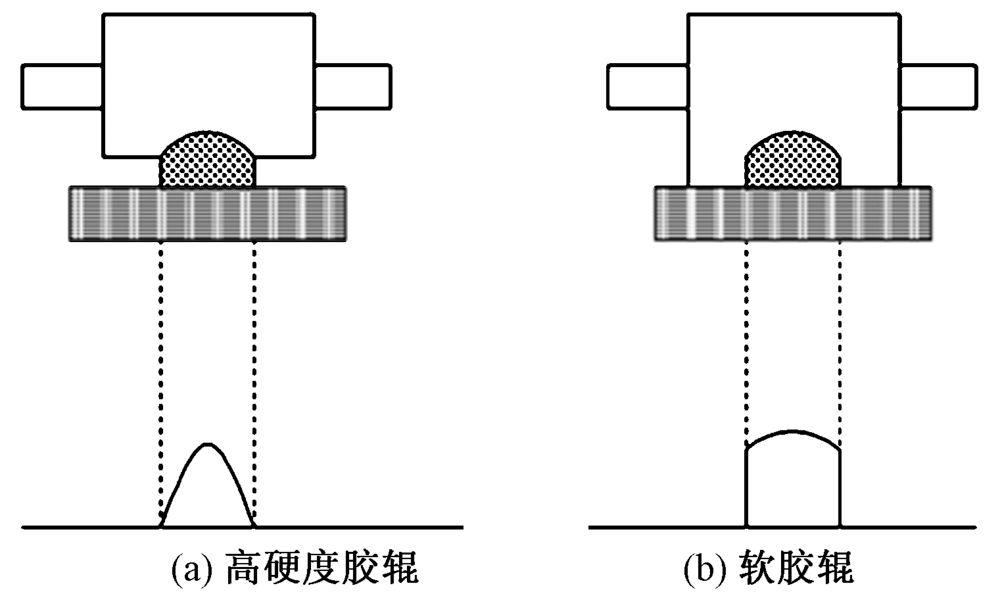
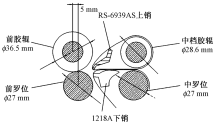
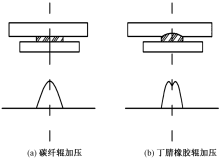
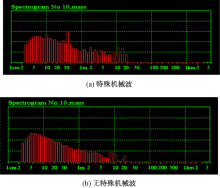
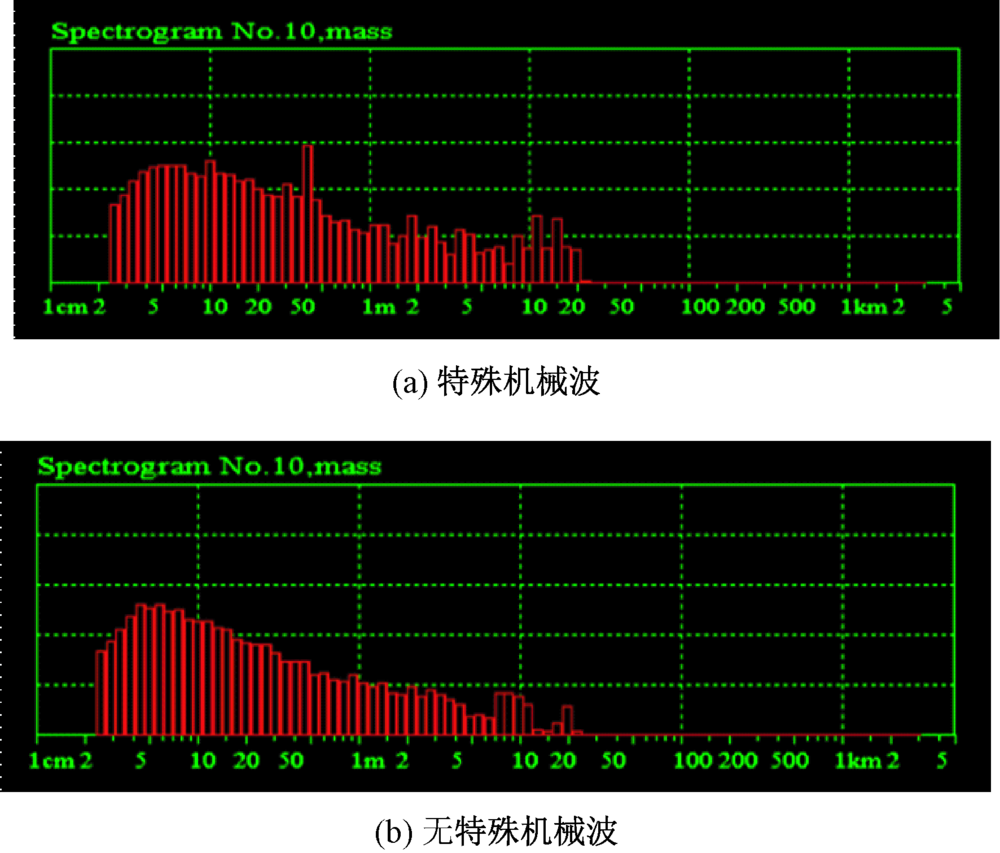
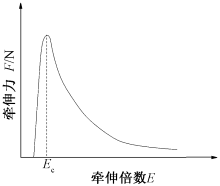
为提高成纱质量和降低能耗,采用大直径软胶辊的细纱牵伸元件配置,并对其牵伸机制与应用效果进行分析。改变牵伸区胶辊的尺寸和用材,并配置合理的工艺参数,通过加大罗拉隔距、中上罗拉使用低硬度丁腈橡胶胶辊代替MR碳纤辊并增大胶辊直径,可减轻摇架压力,在提高成纱质量的基础上达到节能的目的。采用改进后的细纱机生产不同线密度的纱线,研究随着细纱牵伸倍数的增加,轻加压条件下采用大直径软胶辊牵伸对成纱质量的影响。试验结果表明:细纱牵伸区采用大直径软胶辊配置对重定量的粗纱,大牵伸与超大牵伸细纱、赛络纺纱线等品种,更能体现其优势,成纱的细节明显减少,同时也可解决细纱特殊机械波问题。
中图分类号:
| [1] | 赵伟. 应用高效工艺生产高支纱的生产实践[J]. 纺织导报, 2015(3):54-55. |
| ZHAO Wei. Produing high-count yarn with high-efficiency process[J]. China Textile Leader, 2015 (3):54-55. | |
| [2] | 缪定蜀. 细纱机高速高效工艺及器材配置的技术探讨[J]. 纺织器材, 2015,42(5):53-57. |
| MIAO Dingshu. Technical probing into high speed and high efficiency technology and accessories configuration on the spinning frame[J]. Textile Accessories, 2015,42(5):53-57. | |
| [3] | 谢春萍, 王建坤, 徐伯俊. 纺纱工程[M]. 北京: 中国纺织出版社, 2012: 182. |
| XIE Chunping, WANG Jiankun, XU Bojun. Spinning Engineering [M]. Beijing: China Textile & Apparel Press, 2012: 182. | |
| [4] | 唐文辉, 朱鹏. 现代棉纺牵伸的理论与实践[M]. 北京: 中国纺织出版社. 2012: 29. |
| TANG Wenhui, ZHU Peng. Modern Cotton Spinning Drafting Theory and Practice [M]. Beijing: China Textile & Apparel Press, 2012: 29. | |
| [5] | 张丽娟, 邢国江. 棉纺高效工艺机理分析[J]. 现代纺织技术, 2010,18(4):30-33. |
| ZHANG Lijuan, XING Guojiang. Analysis of high efficient cotton spinning technology[J]. Advanced Textile Technology, 2010,18(4):30-33. | |
| [6] | 陆惠文, 倪远. “陆S纺纱工艺”的细纱牵伸机理初探[J]. 辽东学院学报(自然科学版), 2016,23(2):77-87. |
| LU Huiwen, NI Yuan. “Spinning mechanism of Lu S spinning process”[J]. Journal of Eastern Liaoning University (Natural Science Edition), 2016,23(2):77-87. | |
| [7] | 代丽梅, 谢春萍, 刘新金, 等. 莱赛尔纱超大牵伸纺纱工艺的优化[J]. 纺织学报, 2016,37(3):25-30. |
| DAI Limei, XIE Chunping, LIU Xinjin, et al. Process optimization of superhigh draft spining of lyocell yans[J]. Journal of Textile Research, 2016,37(3):25-30. | |
| [8] | 陈玉峰, 陆振挺. 细纱大直径胶辊的作用机理及纺纱效果[J]. 棉纺织技术, 2015,43(1):9-12. |
| CHEN Yufeng, LU Zhenting. Mechanism and spinning effect of spinning larger diameter rubber-covered roll[J]. Cotton Textile Technology, 2015,43(1):9-12. | |
| [9] | WU Tingting, XIE Chunping, LIU Xinjin, et al. A modified ring spinning system with various diagonal yarn path offsets[J]. Procedia Engineering, 2011(18):1-6. |
| [10] | 谢家祥. 浅析环锭纺纱牵伸问题与应用[J]. 棉纺织技术, 2017,45(3):16-21. |
| XIE Jiaxiang. Analysis of ring spinning drafting problem and application[J]. Cotton Textile Technology, 2017,45(3):16-21. |
| [1] | 代丽梅 谢春萍 刘新金 张洪. 莱赛尔纱超大牵伸纺纱工艺的优化[J]. 纺织学报, 2016, 37(3): 25-30. |
| [2] | 李瑛慧 谢春萍 刘新金. 基于纤维变速点分布实验的成纱条干不匀研究[J]. 纺织学报, 2016, 37(08): 32-36. |
| [3] | 谢春萍;杨丽丽;苏旭中;冯杰. 紧密赛络纺集聚效果及纱线结构分析[J]. 纺织学报, 2007, 28(3): 9-12. |
| [4] | 江慧;付培华. Solospun纺纱技术及纱线结构分析[J]. 纺织学报, 2002, 23(02): 33-34. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号