纺织学报 ›› 2025, Vol. 46 ›› Issue (07): 69-77.doi: 10.13475/j.fzxb.20240402001
楚祥婷1, 高见2, 章红豆1, 陆惠文2, 刘新金1( ), 苏旭中1
), 苏旭中1
CHU Xiangting1, GAO Jian2, ZHANG Hongdou1, LU Huiwen2, LIU Xinjin1(), SU Xuzhong1
摘要:
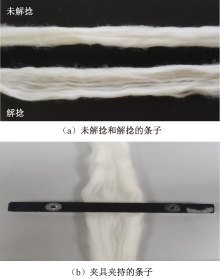
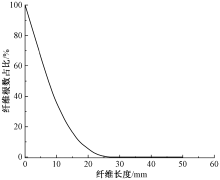
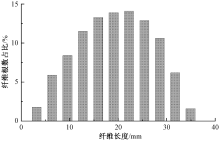
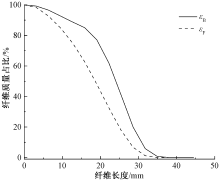
为快速检测棉集合体内纤维弯钩状态,提高成纱质量,对棉纤维纺纱加工中制得的纤维集合体,包括棉条、粗纱、细纱,借助乌斯特棉纤维分析系统获取集合体前端、后端内的纤维长度分布,并将长度分布转化为质量分布,根据前后端质量分布的差值表征集合体内的纤维弯钩比例(弯钩指数NMD)。将计算结果与示踪纤维法弯钩比例(弯钩指数NTF)进行综合对比分析,结果表明:对于棉条,采用纤维质量分布方法计算得到的NMD与采用示踪纤维法得到的NTF的误差一般在6%以内;对于粗纱、细纱,二者的差异在2%以内;因此,通过纤维质量分布法在一定程度上可快速表征棉集合体内纤维弯钩,从而为批量化测试棉条与棉纱内在质量提供新途径。
中图分类号:
| [1] | MALAKANE P B, KADOLE P V, 史雅楠. 梳理工艺参数对纤维取向与纱条质量的影响[J]. 国际纺织导报, 2022, 50(2): 13-15,25. |
| MALAKANE P B, KADOLE P V, SHI Yanan. Effect of carding variables on fiber orientation and sliver quality[J]. Melliand China, 2022, 50(2): 13-15,25. | |
| [2] | 棉纺教研组译. 梳毛和针梳过程中的弯钩问题[J]. 国外纺织技术, 1975(Z1): 115-118. |
| Translation of Cotton Textile Teaching and Research Group. The problem of bending hooks in carding and needle carding[J]. Textile Technology Overseas, 1975(Z1): 115-118. | |
| [3] | SIMPSON J. Relation between "minority" hooks and neps in the card web[J]. Textile Research Journal, 1972, 42(10): 590-591. |
| [4] | SHEN Y, YU C, YANG J. A study on fiber motion in the drafting zone and hook removal[J]. Textile Research Journal, 2019, 90(11/12): 1277-1290. |
| [5] | 申元颖. 牵伸区内纤维运动的研究[D]. 上海: 东华大学, 2023:72-89. |
| SHEN Yuanying. Study on fiber movement in drafting zone[D]. Shanghai: Donghua University, 2023: 72-89. | |
| [6] |
王青, 梁高翔, 殷俊清, 等. 新型气流牵伸通道结构模型的构建与性能分析[J]. 纺织学报, 2023, 44(11): 52-60.
doi: 10.13475/j.fzxb.20220701701 |
|
WANG Qing, LIANG Gaoxiang, YIN Junqinng, et al. Establishment of novel model and performance analysis of airflow drafting channel[J]. Journal of Textile Research, 2023, 44(11): 52-60.
doi: 10.13475/j.fzxb.20220701701 |
|
| [7] | 唐文辉, 李鸿儒. 条粗半制品内在结构的研究[J]. 纺织学报, 1979(3): 12-19,46. |
| TANG Wenhui, LI Hongru. A study on the intrinsic structure of strip rough semi-products[J]. Journal of Textile Research, 1979(3): 12-19,46. | |
| [8] | YANG J, SHEN Y, ZHANG H. A study of fiber configuration in sliver fiber arrangement and its influence on sliver limit irregularity[J]. Textile Research Journal, 2019, 89(23/24): 4799-4807. |
| [9] | 费青. 弯钩方向性和纤维伸直度研究[J]. 纺织科技进展, 2009(2): 20-23,29. |
| FEI Qing. Study on directionality of bending hook and fiber straightness[J]. Progress in Textile Science & Technology, 2009(2): 20-23,29. | |
| [10] | 费青. 纤维伸直度的测定方法及影响因素分析[J]. 棉纺织技术, 2005(4): 1-5. |
| FEI Qing. Analyses on influence factors and determine methods of fiber straightness[J]. Cotton Textile Technology, 2005(4): 1-5. | |
| [11] | 张亚秋, 陈霞, 江慧, 等. 基于图像处理技术的弯钩纤维表征[J]. 纺织器材, 2014, 41(5): 32-36. |
| ZHANG Yaqiu, CHEN Xia, JIANG Hui, et al. The characterization of the hooked fiber based on image processing technology[J]. Textile Accessories, 2014, 41(5): 32-36. | |
| [12] | 张弘强. 纱条中纤维形态及排列对条干不匀的影响[D]. 上海: 东华大学, 2016:18-23. |
| ZHANG Hongqiang. Effect of fiber shape and arrangement on yarn or sliver irregularity[D]. Shanghai: Donghua University, 2016: 18-23. | |
| [13] | IYER I K P, 胡齐咏. 去除纤维弯钩的纺纱短流程[J]. 国外纺织技术(纺织分册), 1987(12): 7-10. |
| IYER I K P, HU Qiyong. A short spinning process for removing fiber bends[J]. Textile Technology Overseas (Textile Division), 1987(12): 7-10. | |
| [14] | SENGUPTA A K, 贺福敏. 梳棉机上纤维由锡林向道夫转移时构形的变化[J]. 国外纺织技术(纺织分册), 1983(7): 4-6. |
| SENGUPTA A K, HE Fumin. Conformational changes in fiber transfer from seline to doff on a card[J]. Textile Technology Overseas (Textile Division), 1983(7): 4-6. |
| [1] | 章红豆, 陈芳, 楚祥婷, 陆惠文, 刘新金, 苏旭中. 基于示踪纤维法测试的化纤条内纤维弯钩[J]. 纺织学报, 2024, 45(12): 74-79. |
| [2] | 李新荣, 韩鹏辉, 李瑞芬, 贾坤, 路元江, 康雪峰. 数字孪生在纺纱领域应用的关键技术解析[J]. 纺织学报, 2023, 44(10): 214-222. |
| [3] | 邵景峰, 董梦园. 相依竞争失效模型下细纱机性能退化对成纱质量的影响[J]. 纺织学报, 2022, 43(06): 171-179. |
| [4] | 邵景峰, 石小敏. 基于非支配排序遗传算法的细纱工艺参数优化[J]. 纺织学报, 2022, 43(01): 80-88. |
| [5] | 林惠婷, 高备, 张玉泽, 史倩倩, 汪军. 转杯纺旁路通道设计对成纱质量的影响[J]. 纺织学报, 2019, 40(02): 153-158. |
| [6] | 查刘根, 谢春萍. 应用四层BP神经网络的棉纱成纱质量预测[J]. 纺织学报, 2019, 40(01): 52-56. |
| [7] | 杨瑞华 刘超 薛元 高卫东. 转杯复合纺成纱器内流场模拟及纱线质量分析[J]. 纺织学报, 2018, 39(03): 26-30. |
| [8] | 罗婷 纪峰 程隆棣 吉宜军 邓万胜. 双S曲线软牵伸纺纱技术[J]. 纺织学报, 2017, 38(07): 34-38. |
| [9] | 贾国欣 任家智 冯清国. 基于纤维长度根数分布的精梳加工模拟及棉网质量预测[J]. 纺织学报, 2017, 38(06): 23-27. |
| [10] | 汪兴锋 徐伯俊 苏旭中 陈松 戴家雨. 集聚纺系统在绢纺细纱机中的应用[J]. 纺织学报, 2016, 37(4): 124-127. |
| [11] | 曹继鹏 张志丹 孙鹏子. 锡林速度对盖板花纤维长度分布的影响[J]. 纺织学报, 2015, 36(03): 24-27. |
| [12] | 张明光;孙鹏子;曹继鹏. 梳棉机盖板速度对盖板花纤维长度分布的影响[J]. 纺织学报, 2011, 32(3): 47-50. |
| [13] | 苏玉恒;严广松;任家智. 牵伸区浮游纤维动态行为的随机模拟[J]. 纺织学报, 2011, 32(3): 30-35. |
| [14] | 金玉茂 葛明桥 邱华. 旋流纺闭合式纤维集聚机构的改进及成纱性能[J]. 纺织学报, 2011, 32(10): 122-0. |
| [15] | 任家智;杨玉广. 细纱机后区压力棒牵伸的效果及牵伸倍数的优化[J]. 纺织学报, 2009, 30(05): 34-37. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号