



目前,中国已成为全球最大的聚酯生产国,在产业规模、生产技术及产品开发应用等产业链诸多领域处于领先地位[1-2]。产业用聚对苯二甲酸乙二醇酯 (PET)工业丝是聚酯纤维中的高端品种,具有高模量、低收缩性、耐热、耐疲劳、耐冲击等优良性能,且性价比优势突出,除广泛用于帘子布、汽车安全带、输送带、蓬盖布材料、广告灯箱布及土工布外,近年来还扩展应用至海洋绳网、公路护栏以及输运软管等领域,其新增用途和替代性用途持续增加[3]。其中,包括工业丝和瓶片用聚酯均需通过熔融缩聚后加提高分子量的增黏反应制得。国内外广泛使用固相缩聚(SSP)方法生产高黏聚酯,但该工艺的设备投资较高,生产能耗较大以及工艺路线较长[4]。相较而言,液相增黏(LSP)方法由于反应温度高、缩合速率快,可实现较大的传质面积以及快速的表面更新,在1 h左右即可完成聚酯特性黏度从0.65 dL/g到1.0 dL/g的增长 [5]。基于降膜流动熔融缩聚原理的液相增黏熔体直纺涤纶工业丝技术已成功实现工业化应用,产品性能指标均可达到现行固相缩聚技术的标准,生产效率高、能耗显著下降,从技术和经济角度而言有明显优势。
本文通过耦合聚酯反应动力学、传质动力学以及降膜流体动力学模型,建立基于降膜反应器的聚酯降膜增黏反应过程数学模型,并将其与经过验证的常规聚酯生产五釜流程串联,实现聚酯连续聚合—增黏过程模拟。根据求解反应速率的偏微分方程组,得到聚酯分子量、端羧基、端羟基、二甘醇含量、特性黏度等变量随反应进程的动态变化,并进一步考察降膜增黏反应中温度和压力对聚合过程与结果的影响。
1 聚酯工业五釜流程模拟
在聚酯生产领域,建立精确的反应器模型对于预测产品质量、优化生产工艺以及实现工厂生产目标至关重要。然而,由于工厂实际生产过程的复杂性,获取足够的数据以验证数学模型的可靠性仍是一个挑战。为向降膜增黏反应阶段提供可靠的入口物料参数,对其串联的工业五釜流程进行过程模拟分析。
1.1 五釜流程工艺
图1

图1
聚酯连续聚合工艺模型
注:V1~V5代表气相出料;L1~L4代表液相物料。
Fig.1
Continuous polymerization process model of polyester
在此基础上根据工厂现场操作条件,设定了五釜连续生产工艺操作参数区间,反应温度为260~285 ℃,压力从初始酯化的300 kPa逐渐降低至终缩聚的0.1 kPa。
1.2 模型运行结果及分析
依托于聚合物流程模拟软件Polymer Plus内嵌的聚合物属性模型、聚合物反应模型及性能表征模块,运用聚合物特定的相平衡模型和内置反应动力学机制的建模进行逐步增长聚合过程建模,建立了PET五釜生产工艺的工厂模型[11],以支持在MatLab中建立的PET液相增黏反应器数学模型。PET五釜工艺过程流程模型在Polymer Plus完成流程计算,经文献和工厂生产数据[12-13]对比,可证明所建模型的正确性。比较生产过程酯化率(ES)、停留时间(τ)、分子量(MWN)、端羧基浓度([Ea])以及端羟基浓度([Eg])模型计算值等与实际生产过程产品质量指标值,如表1所示。PET五釜工段在不同釜类别出料口参数对苯二甲酸(TPA)酯化率与工业数据相对偏差分别为0.97%、1.04%、1.01%、0.30%、0.10%;其模拟结果与工厂数据的相对偏差在3%以内,其它模拟值均在合理范围内,表明该模型能准确预测工厂实际生产状况。
表1 PET五釜工艺模拟结果与工厂数据比较
Tab.1
| 反应釜类别 | 过程参数 | ES/% | τ/h | MWN/(g·mol-1) | [Ea]/(mmol·kg-1) | [Eg]/ (mmol·kg-1) |
|---|---|---|---|---|---|---|
| 酯化Ⅰ釜 | 目标值 | 92.0 | 2.0 | 720~980 | — | — |
| 模拟值 | 92.9 | 1.8 | 917 | 731 | 1 255 | |
| 酯化Ⅱ釜 | 目标值 | 96.0 | 2.0 | 1 000~1 200 | — | — |
| 模拟值 | 95.0 | 1.9 | 1 203 | 520 | 1 062 | |
| 预缩Ⅰ釜 | 目标值 | 98.5 | 1.0~2.0 | 2 800~4 000 | — | — |
| 模拟值 | 99.5 | 1.9 | 4 632 | 127 | 301 | |
| 预缩Ⅱ釜 | 目标值 | 99.4 | 1~1.5 | 10 000~12 000 | — | — |
| 模拟值 | 99.7 | 0.9 | 10 890 | 55 | 127 | |
| 终缩聚釜 | 目标值 | 99.9 | 1~1.2 | 19 200~21 000 | 28~32 | — |
| 模拟值 | 99.8 | 1.03 | 19 940 | 31 | 68 |
综上,通过对工厂模型数据的验证,为液相增黏降膜反应器提供了可靠的入口参数。表2示出在PET五釜流程达到稳态时终缩聚反应釜物料出口浓度、分子量以及降膜管相关设计参数,将作为降膜反应器数字模型的输入值。
表2 终缩聚阶段出口浓度
Tab.2
| 参数 | 符号 | 取值 |
|---|---|---|
| 反应温度/℃ | T | 282 |
| 数均分子量/(g·mol-1) | MWN | 19 940 |
| 特性黏度/(dL·g-1) | ηintr | 0.630 |
| 动力黏度/(Pa·s) | μ | 300 |
| 端羟基初始浓度/(mmol·kg-1) | [Eg]0 | 68 |
| 端羧基初始浓度/(mmol·kg-1) | [Ea]0 | 31 |
| 酯基初始浓度/(mmol·kg-1) | [Z]0 | 5 200 |
| 乙烯基初始浓度/(mmol·kg-1) | [Ev]0 | 0.048 |
| 端二甘醇基初始浓度/(mmol·kg-1) | [EDEG]0 | 0.570 |
| 乙二醇初始浓度/(mmol·kg-1) | [EG]0 | 0.025 7 |
| 水初始浓度/(mmol·kg-1) | [W]0 | 0.016 2 |
| 二甘醇初始浓度/(mmol·kg-1) | [DEG]0 | 0.012 27 |
2 聚酯降膜增黏反应过程建模
由于降膜流动熔融缩聚反应过程中的传质在壁面向气液界面处进行,而附壁高黏流体降膜流动是由黏性力主导的剪切流动,流动过程中内层液膜暴露于外侧,促进液膜表面更新,使得液膜速度在膜厚方向上由内向外具有梯度分布,在Laubriet等[14]提出的两相反应动力学模型和传质速率模型的基础上,将竖直管轴向速度分布应用到竖直降膜反应器中。
截取自由降液膜区域的微元体对增黏反应过程动态模型进行分析。为便于问题分析求解,假定聚合物流动是极低雷诺数下的低速层流运动;液膜厚度远小于降膜管的轴向尺度,液膜流动充分发展;单体扩散服从费克扩散定律,聚合物的分子扩散系数为零。竖直降膜反应器中沿流体轴向流动方向的体积微元质量平衡方程为
式中:t为时间,s;z为反应器轴向位置长度,m;Ci为组分i的浓度,mol/m3;uz为自由降液膜区域内微元体的流动速度,m/s;Di为组分i恒定的轴向扩散系数,m2/s;Mi为组分(EG、H2O、DEG)单位体积气液两相摩尔传质速率,mol/(m3·s);Ri为反应项,mol/(m3·s)。
边界条件设定入口处的浓度(Ci,in)等同于进料浓度,而出口处的浓度梯度为零。即表示为:
式中,N为反应器轴向长度域中的离散点数。
2.1 反应动力学模型
表3 缩聚过程反应
Tab.3
| 序号 | 反应方程式 |
|---|---|
| M1 | Eg+Eg Z+EG Z+EG |
| S2 | Eg Ea+AA Ea+AA |
| S3 | Ev+Eg Z+AA Z+AA |
| S4 | Eg+EG  Ea+DEG Ea+DEG |
| S5 | Eg+EDEG Z+DEG Z+DEG |
| S6 | Eg+Eg Ea+EDEG Ea+EDEG |
| S7 | Ea+EG  Eg+W Eg+W |
| S8 | Ea+Eg Z+W Z+W |
| S9 | Z  Ea+Ev Ea+Ev |
式中,R为普适气体常数,取值为8.314 J/(mol·K)。
2.2 传质模型
2.2.1 反应器结构与流动特点
随着变黏流体的液膜流动发展,不同局部区域的黏度增长速率各异,导致沿轴向速度分布不均。为分析这种变黏度流体的液膜流动,截取自由降膜区域内处于平衡状态的微元体进行流动分析,如图2所示。
图2
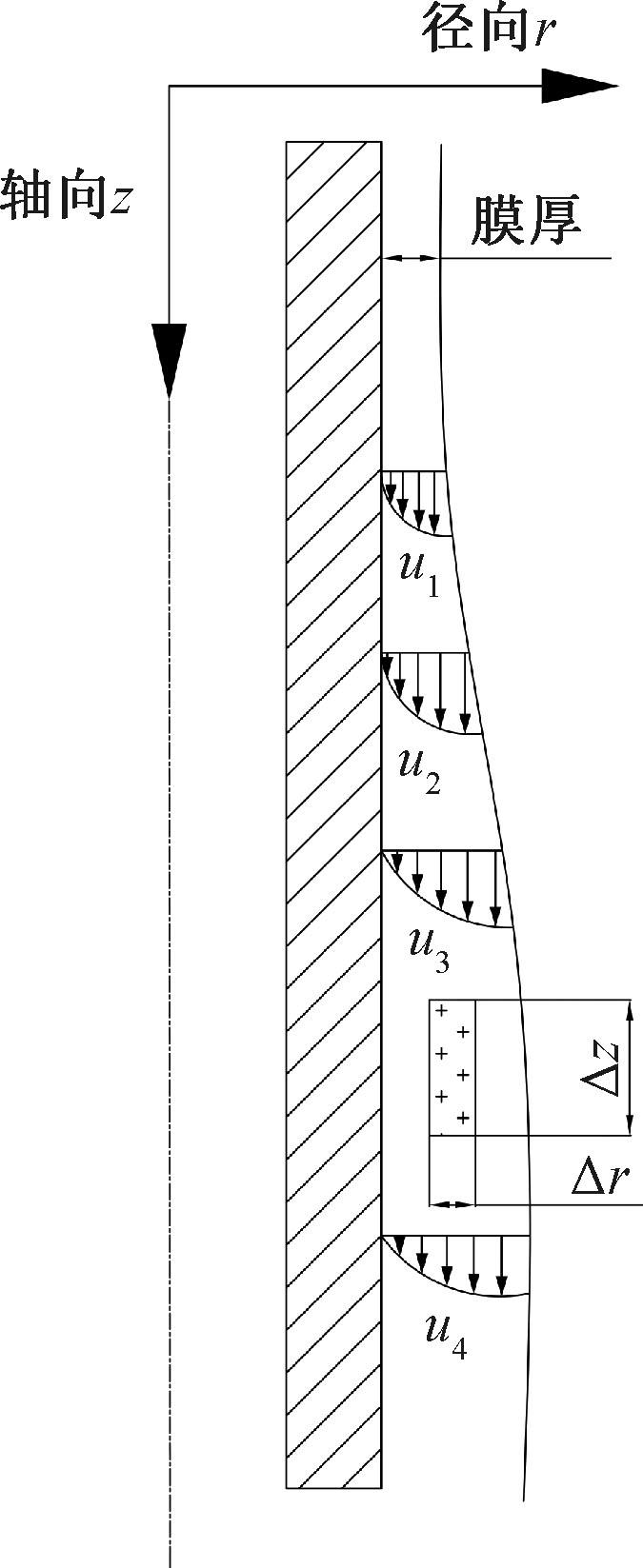
图2
管外自由降液膜流动示意图
注:r为径向宽度;z为轴向长度;u1~u4为轴向速度。
Fig.2
Schematic diagram of free falling liquid film flow
2.2.2 气液两相传质分析
在聚酯生产过程中,当聚合物体系的黏度达到一定程度时,除了反应对过程的影响外,传质也逐渐成为过程的控制因素。在反应器中组分组成除含有Ea、EDEG、Ev、Eg等基团的非挥发性物质外,还存在EG、DEG、W、AA等挥发性物质,由于在反应温度条件下乙醛的饱和蒸气压很大,因此,可考虑AA仅存在于气相,DEG浓度相对较低,对所研究的反应过程没有显著影响,主要考虑生产可挥发副产物EG、W和含Eg和Ea聚合产物[20]。
气相中组分为EG、W和AA 3个部分,因此,立式液相增黏反应器内总压为EG、W和AA分压之和:
液相中包含EG、W、DEG和Z 4个部分:
界面处气液平衡方程式如下:
式中:xi为可挥发性组分液相摩尔分数;yi为可挥发性组分气相摩尔分数;
在立式增黏反应器中进行缩聚反应时,边反应边分离出反应产物水、乙二醇和二甘醇等,使得气液传质的影响因素非常复杂,组分的物理性质、工艺操作的条件(压力和温度等)以及反应器设备的内部构造都会对传质过程产生影响。将气液传质速率研究和工业生产设备分析相结合,并利用工业实际生产过程回归传质系数(kαi),以此来计算气相组分的传质通量[21]。
从液相至气相的传质过程中,W的质量流量Qw和EG的质量流量QEG通过下式表示:
式中:mEG为EG的摩尔质量,取值为 62 kg/kmol;mW为W的摩尔质量,取值为 18 kg/kmol;基于工业生产状况(ηintr,T、P降膜管速度分布,膜厚等)选择合适的传质系数kαi(kαEG=0.007 12 kg/(h·kPa)、kαW=0.000 78 kg/(h·kPa))。
采用在Polymer Plus中建立的五釜工艺流程输出数据集,导入MatLab中构建竖直降膜反应器模型,如图3所示。通过与工厂数据进行对比,便可证明所建模型正确性。
图3
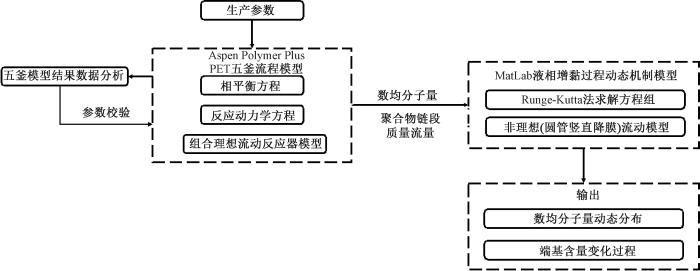
图3
竖直降膜反应器建模流程简图
Fig.3
Schematic of modeling process for vertical falling film reactor
工厂在通常状况下是稳态生产,进料和出料值稳定在一定值范围内,而本文建立的模型是动态机制模型。使用模型对实际操作条件(温度、压力、反应器体积、停留时间等)下的数据进行预测,再与工厂数据进行比较。表4示出模型计算值以及实验数据对比。可以看出,反应器出口物料PET的特性黏度相对误差仅为0.05%,其它相关参数均在合理范围内,说明该模型能比较完整地复原整个竖直降膜反应器生产过程。
表4 PET降膜增黏反应模拟目标值与模拟值
Tab.4
| 参数 | 目标值 | 模拟值 |
|---|---|---|
| [Ea]/(mmol·kg-1) | 20 | 16 |
| [Eg]/(mmol·kg-1) | — | 33 |
| [Ev]/(mmol·kg-1) | — | 0.11 |
| [W]/(mmol·kg-1) | 0 | 6.30×10-3 |
| [EDEG]/(mmol·kg-1) | — | 0.28 |
| [Z]/(mmol·kg-1) | — | 5.20×103 |
| [EG]/(mmol·kg-1) | 0 | 9.28×10-3 |
| [DEG]/(mmol·kg-1) | 0 | 2.90×10-3 |
| τ/h | 1.000 0 | 1.063 0 |
| ηintr/(dL·g-1) | 1.005 0 | 1.004 5 |
图4
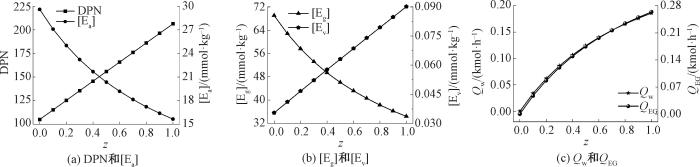
图4
液相增黏降膜釜管外组分分布
Fig.4
Distribution of components of liquid phase polyerization falling film kettle outside tube. (a) DPN and [Ea]; (b) [Eg] and [Ev]; (c) Qw and QEG
3 结果与讨论
3.1 降膜式液相增黏反应器内组分分布
对于竖直降膜反应器,由于受到重力和黏性力的影响,聚合物在竖直管上做低速层流运动,轴向存在速度梯度分布,进一步截取竖直管轴向的微元体进行流动分析,可知降液膜流动可近似于n个不同轴向速度的平推流,通过PFR的平衡解算,可以得到在287 ℃反应压力为100 Pa 时各组分近似的轴向分布曲线,如图4所示。
Ev和聚合度(DPN)几乎随反应器长度呈线性增加,Ev主要是通过热裂解反应S9形成的,Ea和Ev可以与Eg反应,有助于重整重复单元,每个断裂的重复单元将重新生成等量的AA和W,大部分Eg被消耗后,Ea和Ev将积累,导致了酸酐和网状结构的形成。在缩聚过程中,反应速率和聚合度与反应的平衡密切相关,随着反应的进行,DPN增加,体系中熔体的动力黏度急剧增加,过程主要受传质控制,缩聚反应器中特殊内构件在DPN的线性增长中发挥着关键作用,有效增大了物料传质面积,并加强表面的更新,促进气态小分子物质有效脱除。
EG和W的摩尔流率随着反应器长度呈现一种非线性响应特性。在降膜初始阶段,小分子挥发速率较大,随着缩聚反应进一步进行,聚合度持续增加,脱挥速率逐渐放缓。这与高黏流体沿竖直降膜管流动特性(如膜厚、速度分布)有关。
3.2 温度的影响
反应器的温度对聚合产物的质量指标存在一定程度的影响。图5示出当反应压力为100 Pa、温度为270~300 ℃时聚合物的MWN变化。可以看出,在反应温度低于285 ℃时,聚合物的MWN随着降膜反应器轴向位置变化而线性增加。提高温度至290 ℃,在降膜管轴向位置50%以前,分子链增长速率较大;随着反应的进行,轴向位置50%以后MWN的增长逐渐放缓,MWN最大达到39 000 g/mol左右。
图5
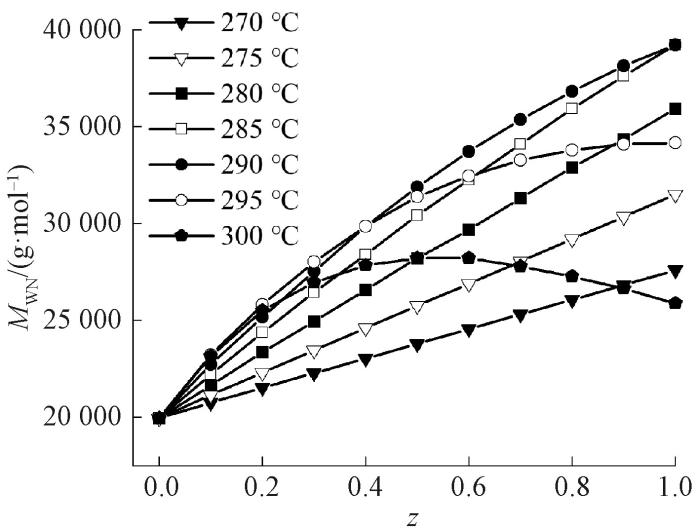
图5
聚合物数均分子量在不同温度下沿反应器轴向分布
Fig.5
MWN distribution along reactor axis at different temperatures
同时,体系中Ea、Ev受温度影响较大,由于端羧基使聚合物在下游操作过程中易被水解,并导致纺丝过程中的细丝断裂,而乙烯基端基已被证明是造成PET不利颜色的原因,如图6(a)、(b)所示。当反应温度升至290 ℃以上,Ev组分浓度急剧增加,Ea组分浓度在反应温度低于295 ℃时保持缓慢减小,300 ℃时呈现急剧增加的趋势,端羧基值升至40 mmol/kg。
图6
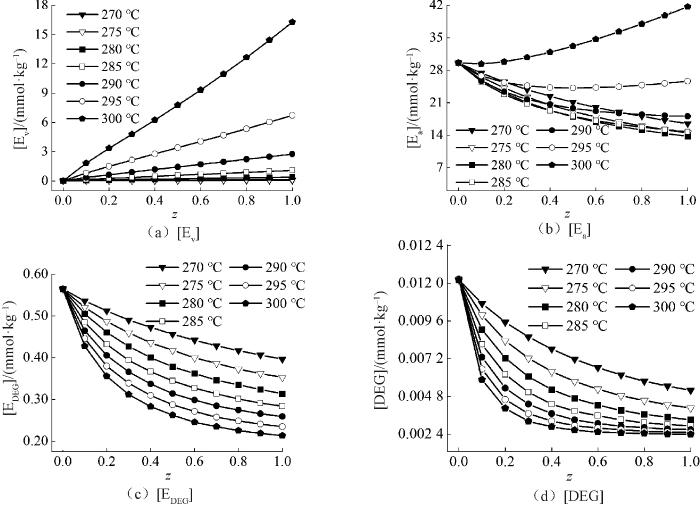
图6
聚合物内组分浓度在不同温度下沿反应器轴向分布
Fig.6
Components concentration distribution of polymer along reactor axis at different temperatures
由此可见,在一定范围内升高反应温度,相应的反应速率常数以及脱挥速率常数增大,使得反应过程中DEG和EDEG的含量减少,聚合物的MWN逐渐增高,但过高的反应温度也促使聚合物的降解副反应增多,生成大量副产物Ev,消耗大部分Eg,导致分子量开始下降,Ea开始积累,不利于获得高品质产品,因此,在实际生产中需结合反应器结构将反应温度控制在较合理的范围内,一般聚酯液相增黏工艺过程反应器温度控制在285~290 ℃之间。
3.3 压力的影响
图7
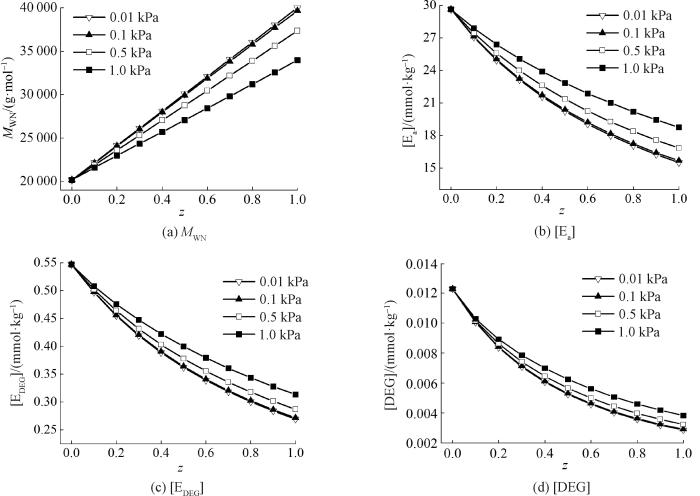
图7
聚合物的MWN以及组分浓度在不同压力下沿反应器轴向分布
Fig.7
MWN and components concentration distribution of polymer along reactor axis at different pressure
由此可见,低压有利于提高聚合物分子量和减少副产物。这是由于高真空度有利于EG小分子的脱除,打破反应的平衡,从而促使反应向正方向进行,但当真空度增加到一定范围后分子量和组分浓度变化范围较小,对压力变化不敏感。
据此可推测,在降膜内构件上,不仅在聚合物熔体沿管壁的流动过程中形成了稳定的液膜,还提升了反应过程中气液两相间的质量传递性能,使得过程中相对较小的压力变化不足以显著影响聚合物质量指标,因此,一般聚酯液相增黏反应器压力控制在0.1 kPa左右,更高的真空度要求会极大增加设备的制造难度。
4 结论
1)本文基于聚酯降膜反应器特点,建立了合适的数学模型,其中模型在液相平推流及气相全混流的基础上,耦合了聚对苯二甲酸乙二醇酯(PET)反应动力学、降膜流体动力学和气液传质模型,实现了降膜反应器内缩聚过程模拟,模拟结果与工业生产值吻合较好,验证了该模型的准确性。
2)采用了工业生产中液相增黏的企业数据,实现降膜反应器与传统五釜工艺流程串联下的连续聚合过程模拟,加深了对聚酯液相增黏工艺的理解,对于实际生产和工艺优化具有一定指导意义。
3)在连续聚合过程模拟中得到的降膜反应器内组分浓度和分子量分布,直观反映出管外高黏熔体聚合反应程度和历程,进一步探究降膜管外组分与分子量分布之间的关系,以期实现针对不同特性黏度的聚酯产品熔体直纺工艺开发。
4)该模型中反应温度、压力对缩聚过程中聚酯数均分子量以及端基含量的影响分析结果表明:进料聚酯黏度为0.63 dL/g,端羧基浓度为31 mmol/kg时,调控反应温度(285~290 ℃)和压力(0.1 kPa),可获得特性黏度均在1.0 dL/g以上的高黏聚酯产品。通过对模型灵敏度分析,确定了反应器最优系统变量参数,具有较高的工业应用价值。 FZXB
参考文献
关于我国聚酯工业发展趋势的分析
[J].
Analysis on the development trend of polyester industry in China
[J].
我国PET生产现状
[J].
Production status of PET in China
[J].
国内涤纶工业丝发展现状
[J].
Development status of polyester industry filament in China
[J].
涤纶工业丝熔体直纺生产技术的研发
[J].
Development of melt direct spinning process technology for polyester industrial yarn
[J].
聚酯熔融缩聚增黏过程的工程分析
[J].
Engineering analysis of viscosity increasing process of polyester melt polycondensation
[J].
Residence time distribution of high viscosity fluids falling film flow down outside of industrial-scale vertical wavy wall: experimental investigation and CFD prediction
[J].
Numerical simulation and experimental verification of the film-forming behavior of falling film flow down clamped channels with high-viscosity fluid
[J].
Film reaction kinetics for melt postpolycondensation of poly(ethylene terephthalate)
[J].
基于Aspen Polymer的聚酯聚合反应研究及流程模拟
[J].
PET polymerization analysis and process simulation with Aspen Polymer
[J].
聚酯工业生产过程模型及仿真
[J].
Modelling and simulation of PET industrial process
[J].
五釜工艺聚酯工业装置的稳态模拟
[J].
A steady-state model for five-reactor PET industrial process
[J].
Two-phase model for continuous final stage melt polycondensation of poly(ethylene terephthalate): 1: steady-state analy-sis
[J].
Micro-kinetics and mass transfer in poly(ethylene terephthalate) synthesis
[J].
聚对苯二甲酸乙二醇酯缩聚反应动力学研究
[J].
Study on the kinetics of polycondensation polymerization of polyethylene terephthalate
[J].
Modeling of poly(ethylene terephthalate) reactors
[J].
Finishing stages of PET synthesis: a comprehensive model
[J].
PET缩聚过程反应与传质:Ⅰ:反应动力学研究
[J].
Study on reaction and mass transfer:Ⅰ:reaction kinetics of PET polycondensation process
[J].
PET缩聚过程反应与传质:Ⅱ:传质规律研究
[J].
Study on the reaction and mass transfer:II:mass transfer rules of PET polycondensation process
[J].
The kinetics of formation of diethylene glycol in preparation of polyethylene terephthalate and its control in reactor design and operation
[J].

 京公网安备11010502044800号
京公网安备11010502044800号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}