纺织学报 ›› 2020, Vol. 41 ›› Issue (11): 48-52.doi: 10.13475/j.fzxb.20200400805
陈玉香1,2, 虞美雅1, 董正梅3, 缪璐璐1, 林燕燕1, 邹专勇1( )
)
CHEN Yuxiang1,2, YU Meiya1, DONG Zhengmei3, MIAO Lulu1, LIN Yanyan1, ZOU Zhuanyong1()
摘要:
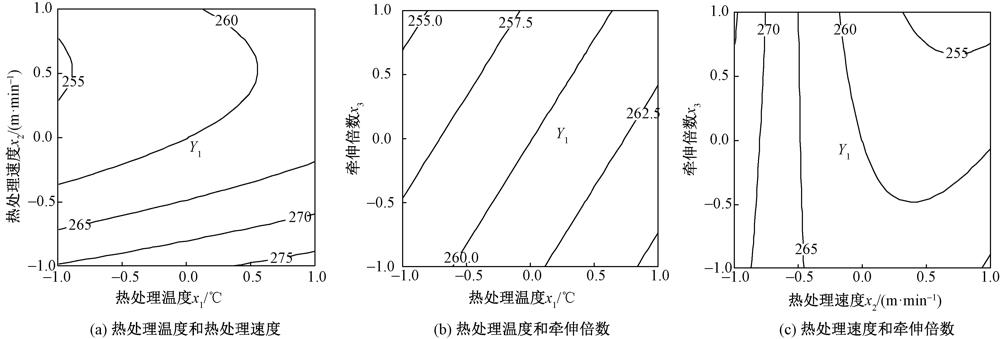
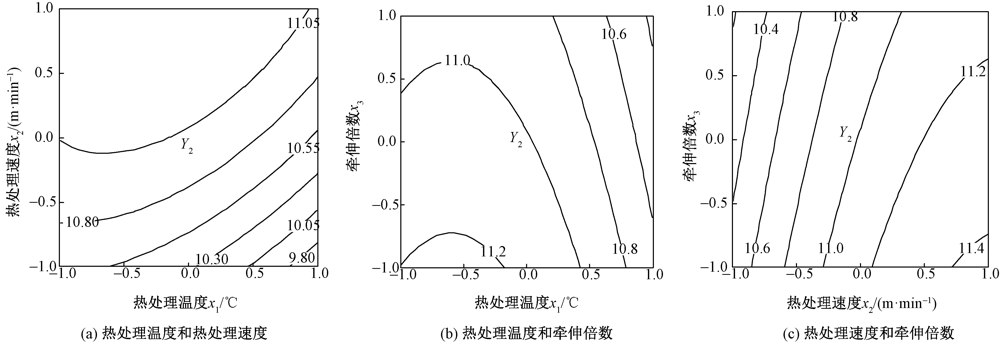
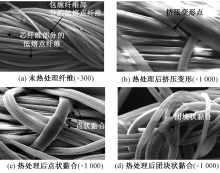
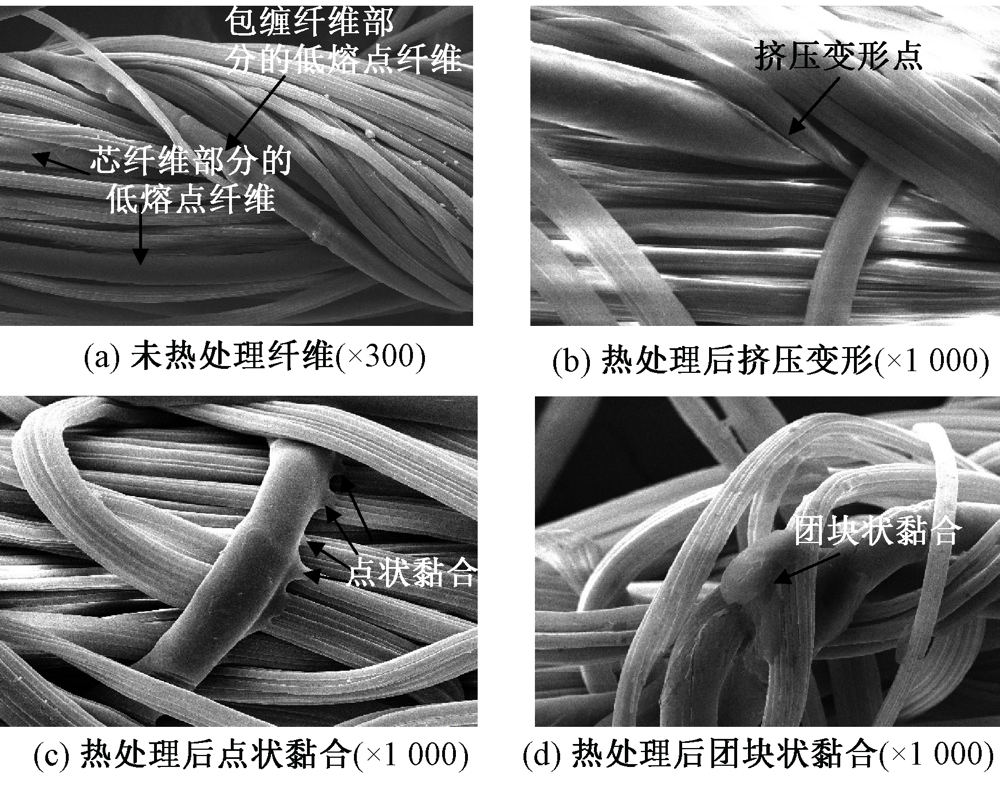
为探究喷气涡流纺纱线强伸性能提高的有效途径,基于Box-Behnken Design响应面设计方法,研究热处理温度、热处理速度和牵伸倍数对粘胶/低熔点涤纶喷气涡流纱断裂强力及断裂伸长率的影响规律,确定最佳热处理工艺,分析热黏合增强喷气涡流纱的机制。结果表明:喷气涡流纱断裂强力受热处理温度、热处理速度、牵伸倍数、热处理速度二次项、热处理速度和牵伸倍数交互项显著影响;断裂伸长率受热处理温度、热处理速度和二者的交互项显著影响,牵伸倍数影响不显著;响应面优化获得的最佳热处理工艺为热处理温度193 ℃,热处理速度90 m/min,牵伸倍数1.00。优化后纱线断裂强力较原纱提高10.7%,断裂伸长率提高2.8%;低熔点涤纶纤维受热产生挤压变形、点状和团块状热黏合是实现喷气涡流纱热黏合增强的关键。
中图分类号:
| [1] |
ERDUMLU N, OZIPEK B, OZTUNA A S, et al. Investigation of vortex spun yarn properties in comparison with conventional ring and open-end rotor spun yarns[J]. Textile Research Journal, 2009,79(7):585-595.
doi: 10.1177/0040517508093590 |
| [2] |
ORTLEK H G, ONAL L. Comparative study on the characteristics of knitted fabrics made of vortex-spun viscose yarns[J]. Fibers and Polymers, 2008,9(2):194-199.
doi: 10.1007/s12221-008-0031-3 |
| [3] |
BECEREN Y, NERGIS B U. Comparison of the effects of cotton yarns produced by new, modified and conventional spinning systems on yarn and knitted fabric performance[J]. Textile Research Journal, 2008,78(4):297-303.
doi: 10.1177/0040517507084434 |
| [4] | 裴泽光, 俞兆昇, 郁崇文. 影响纯涤纶喷气涡流纱强度的因素[J]. 纺织学报, 2008,29(12):22-24. |
| PEI Zeguang, YU Zhaosheng, YU Chongwen. Effect of parameters on tenacity of polyester MVS yarn[J]. Journal of Textile Research, 2008,29(12):22-24. | |
| [5] |
ORTLEK H G, ULKU S. Effect of some variables on properties of 100% cotton vortex spun yarn[J]. Textile Research Journal, 2005,75(6):458-461.
doi: 10.1177/0040517505053835 |
| [6] | 袁龙超, 李新荣, 郭臻, 等. 喷气涡流纺喷嘴结构对流场影响的研究进展[J]. 纺织学报, 2018,39(1):169-178. |
| YUAN Longchao, LI Xinrong, GUO Zhen, et al. Research progress on the influence of jet swirl swirl nozzle structure on flow field[J]. Journal of Textile Research, 2018,39(1):169-178. | |
| [7] | 林燕燕, 邹专勇, 陈玉香, 等. 喷气涡流纺纱线热黏合增强工艺[J]. 纺织学报, 2019,40(2):58-62. |
| LIN Yanyan, ZOU Zhuanyong, CHEN Yuxiang, et al. Hot adhesion reinforcement technology of jet vortex spinning yarn[J]. Journal of Textile Research, 2019,40(2):58-62. | |
| [8] | 邹专勇. 喷气涡流纺成纱工艺对竹浆纤维色纺纱性能的影响[J]. 纺织学报, 2014,35(2):23-28,38. |
| ZOU Zhuanyong. Influence of yarn formation process on properties of bamboo pulp fiber colored spun yarn using air jet vortex spinning[J]. Journal of Textile Research, 2014,35(2):23-28,38. | |
| [9] | 邹专勇, 程隆棣, 俞建勇, 等. 喷气涡流纱中纤维的空间轨迹研究[J]. 纺织学报, 2008,29(10):25-28,33. |
| ZOU Zhuanyong, CHENG Longdi, YU Jianyong, et al. Fiber spatial configuration in air jet vortex spun yarn[J]. Journal of Textile Research, 2008,29(10):25-28,33. | |
| [10] |
ZHENG S, ZOU Z, SHEN W, et al. A study of the fiber distribution in yarn cross section for vortex-spun yarn[J]. Textile Research Journal, 2012,82(15):1579-1586.
doi: 10.1177/0040517511431315 |
| [1] | 苗苗, 王晓旭, 王迎, 吕丽华, 魏春艳. 氧化石墨烯接枝聚丙烯非织造布的制备及其抗静电性[J]. 纺织学报, 2019, 40(11): 125-130. |
| [2] | 邹专勇. 喷气涡流纺成纱工艺对竹浆纤维色纺纱性能的影响[J]. 纺织学报, 2014, 35(2): 23-0. |
| [3] | 赵玉萍, 张娟, 郭雅琳, 赵明. 基于响应面分析法的超声波洗涤羽毛纤维工艺条件优化[J]. 纺织学报, 2012, 33(7): 24-30. |
| [4] | 黄莉茜;刘水莲;蒋耀兴;王善元. 绢丝/锦纶长丝sirofil复合纱成纱性能[J]. 纺织学报, 2006, 27(4): 66-69. |
| [5] | 顾闻彦;葛明桥;袁敏发;李永贵. 圆盘式旋流纺的加捻气压对成纱的影响[J]. 纺织学报, 2005, 26(3): 41-43. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号