纺织学报 ›› 2019, Vol. 40 ›› Issue (12): 178-184.doi: 10.13475/j.fzxb.20190806607
• 纺织科技新见解学术沙龙专栏:碳纤维及其复合材料制备技术及应用 • 上一篇
张国利1,2,3( ), 张策1,2,3, 史晓平1,2,3, 王志鹏1,2,3, 姜茜1,2,3
), 张策1,2,3, 史晓平1,2,3, 王志鹏1,2,3, 姜茜1,2,3
ZHANG Guoli1,2,3(), ZHANG Ce1,2,3, SHI Xiaoping1,2,3, WANG Zhipeng1,2,3, JIANG Qian1,2,3
摘要:
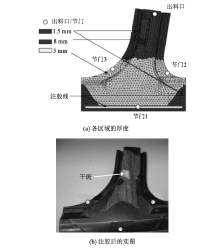
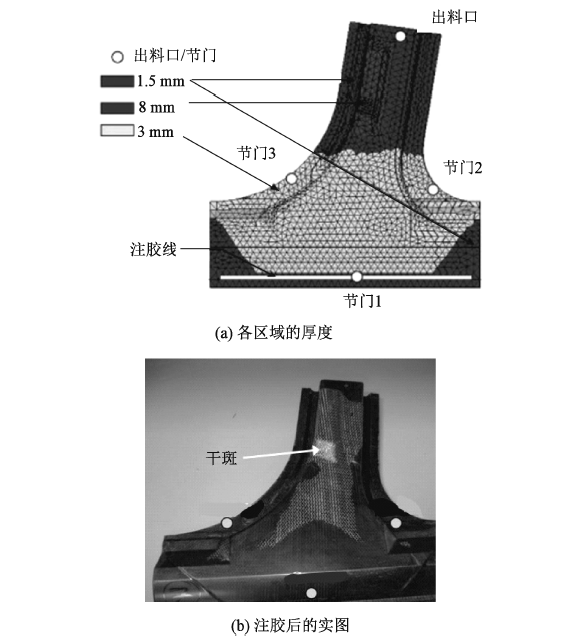
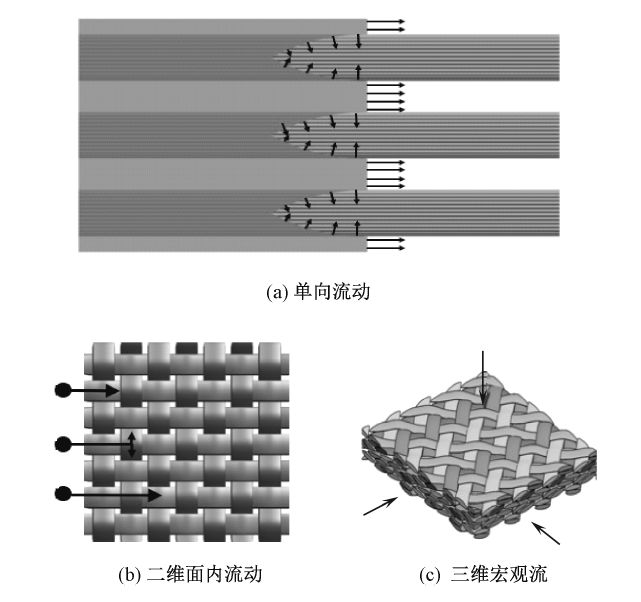
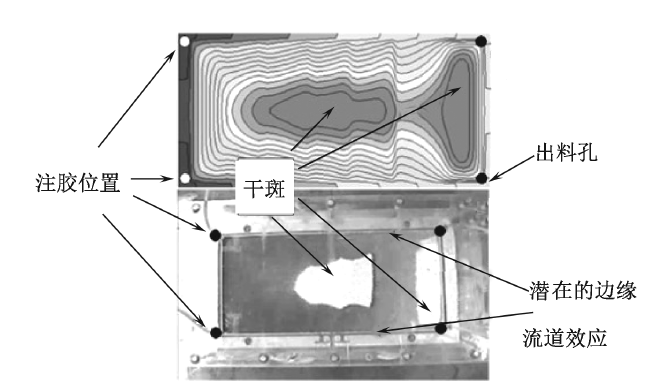
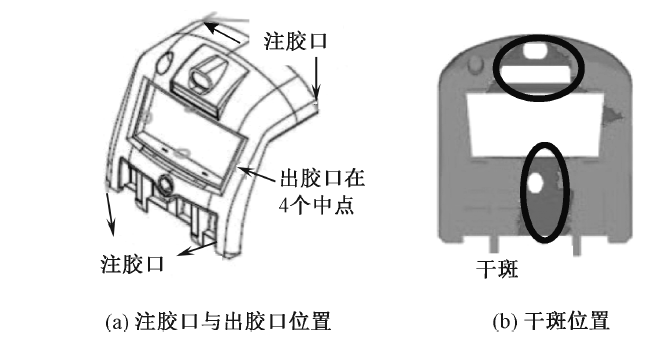
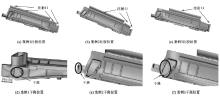
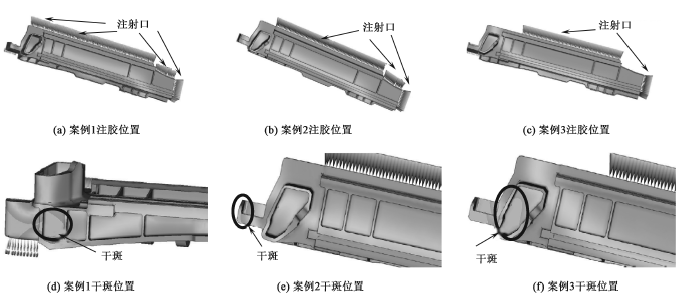
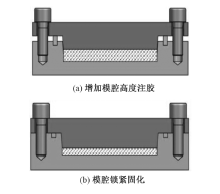
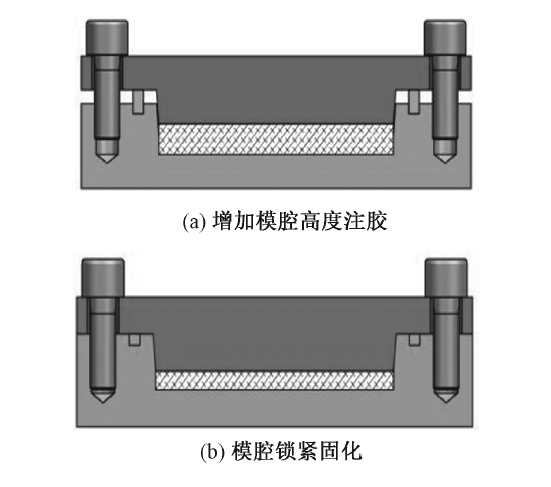
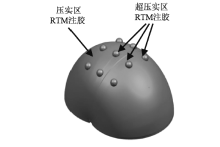
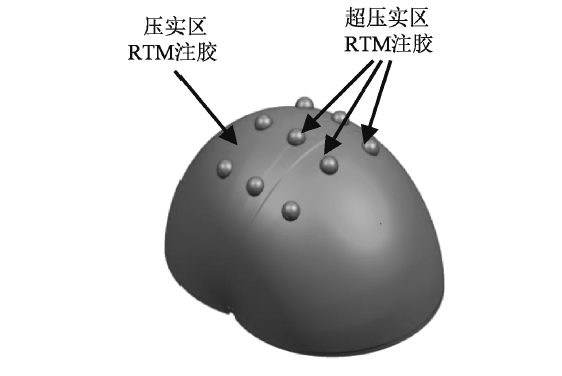
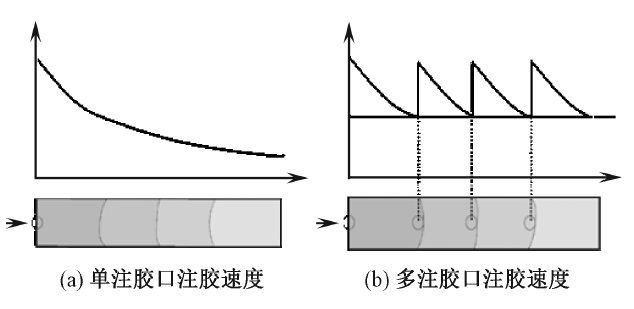
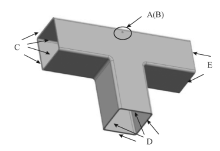
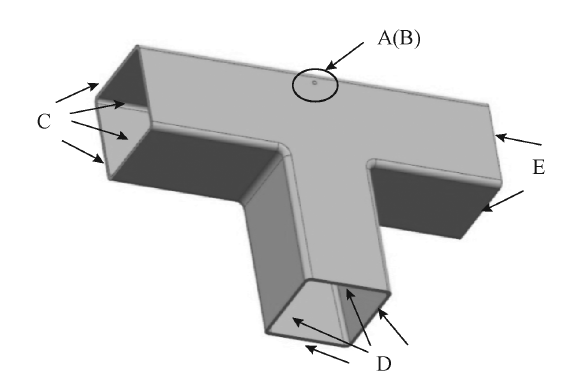
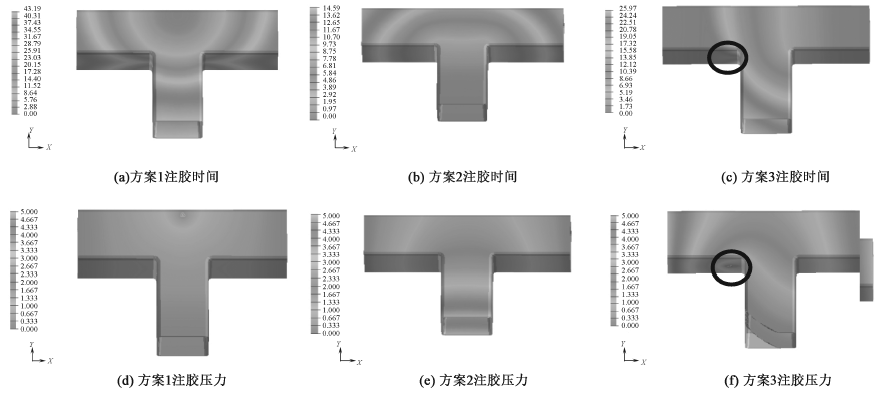
针对树脂传递模塑成型(RTM)注胶过程中,预型体内部存在局部空气无法完全排除或树脂不能完全浸润有效区域而产生气泡或干斑问题,系统分析了RTM成型过程中气泡缠裹和干斑的形成机制。介绍了注胶工艺过程中预型体渗透率区域分布差异性、预型体纱束空间交织规律差异性、预型体与模腔尺寸差异性和RTM模具进出料口位置数量与所需差异性等非确定性因素对RTM注胶流动质量的影响,并提出RTM树脂流动形态调控的新技术与方法。同时,对T型复合材料结构制件进行RTM树脂流动工艺仿真模拟,为复杂结构复合材料RTM注胶新技术的发展提供理论与方法参考。
中图分类号:
| [1] | 王继辉, 邱桂杰. LCM成型工艺中气泡形成机理[C]// 第十四届全国玻璃钢/复合材料学术年会论文集. 大连:大连理工大学出版社, 2001: 121-126. |
| WANG Jihui, QIU Guijie. Voids formation mechanism in resin transfer molding technology [C]// Proceedings of the 14th Annual Conference on Glass Reinforced Plastics/Composites. Dalian: Dalian University of Technology Press, 2001: 121-126. | |
| [2] | 梁志勇, 段跃新, 尹明仁, 等. 复合材料RTM制造工艺计算机模拟分析研究[J]. 航空学报, 2000 (Z1):66-71. |
| LIANG Zhiyong, DUAN Yuexin, YIN Mingren, et al. Simulation analysis of RTM process for composites materials[J]. Acta Aeronautica et Astronautica Sinica, 2000 (Z1):66-71. | |
| [3] | MOUTON S, TEISSANDIER D, SEBASTIAN P, et al. Manufacturing requirements in design: the RTM process in aeronautics[J]. Composites Part A: Applied Science and Manufacturing, 2010,41(1):125-130. |
| [4] | BERINGHIER M, SIMAR A, GIGLIOTTI M, et al. Identification of the orthotropic diffusion properties of RTM textile composites for aircraft applications[J]. Composite Structures, 2010,137:33-43. |
| [5] | VAN D P, HALL J, KOUDELA K, et al. Composite marine impellers: manufacturing technology development (HIP and RTM processing)[J]. Sampe Journal, 2006,42(4):33-43. |
| [6] | NADER J W, DAGHER H J, LOPEZ A R. Size effects on the bending strength of fiber-reinforced polymer matrix composites[J]. Journal of Reinforced Plastics and Composites, 2011,30(4):9-17. |
| [7] | BANK D H, JAMES A, BELLI S, et al. Composite technology for high volume lightweight manufac-turing[J]. Reinforced Plastics, 2018,62(6):314-319. |
| [8] | RAGJUR P K, KUNDU G, NEOGI S, et al. Development of manufacturing technology for cab front using resin transfer molding process[J]. Journal of Composite Materials, 2010,44(18):2217-2231. |
| [9] | KUREMASTSU K, KOISHI M. Kinetic studies on void formation during liquid epoxy resin impregnation through polyester non-woven fabric[J]. Colloid and Polymer Science, 1985,263(6):454-461. |
| [10] | DELEGLISE M, GROGNEC P L, BINETRUY C, et al. Modeling of high speed RTM injection with highly reactive resin with on-line mixing[J]. Composites Part A: Applied Science and Manufacturing, 2011,42(10):1390-1397. |
| [11] | POODTS E, MINAK G, MAZZOCCHETTI L, et al. Fabrication, process simulation and testing of a thick CFRP component using the RTM process[J]. Composites Part B: Engineering, 2014,56:673-680. |
| [12] | MARKICEVIC B, HEIDER D, ADVANI S G, et al. Stochastic modeling of preform heterogeneity to address dry spots formation in the VARTM process[J]. Composites Part A: Applied Science and Manufacturing, 2005,36(6):851-858. |
| [13] | BERGANT Z, SAVIN A, GRUM J. Effects of manufacturing technology on static, multi-frequency dynamic mechanical analysis and fracture energy of cross-ply and quasi-isotropic carbon/epoxy laminates[J]. Polymers & Polymer Composites, 2018,26(5/6):358-370. |
| [14] | RUIZ E, ACHIM V, SOUKANE S, et al. Optimization of injection flow rate to minimize micro/macro-voids formation in resin transfer molded composites[J]. Composites Science and Technology, 2006,66(3):475-486. |
| [15] | 李彩球, 刘晓惠. RTM制品常见缺陷及其对策[J]. 玻璃钢/复合材料, 2005(3):41-42. |
| LI Caiqiu, LIU Xiaohui. RTM product faults and solutions[J]. Fiber Reinforced Plastics/composite, 2005(3):41-42. | |
| [16] | 高国强, 薛忠明. RTM工艺过程中缺陷产生机理分析[J]. 玻璃钢/复合材料, 2001(2):26-29. |
| GAO Guoqiang, XUE Zhongming. Trouble shooting in RTM process[J]. Fiber Reinforced Plastics/Composite, 2001(2):26-29. | |
| [17] | TALREJA R. Manufacturing Defects in Composites and Their Effects on Performance[M]// IRVING R E,SOUTIS C. Polymer Composites in the Aerospace Industry.[S.l.]: Woodhead Publishing, 2015: 99-113. |
| [18] | GHIORSE S R. Effect of void content on the mechanical properties of carbon/epoxy laminates[J]. SAMPE Quarterly, 1993,24(2):54-59. |
| [19] | LIU L, ZHANG B M, WU Z J, et al. Effects of cure pressure induced voids on the mechanical strength of carbon/epoxy laminates[J]. Journal of Materials Science & Technology, 2005,21(1):87-91. |
| [20] |
ZHANG X, DUAN Y, ZHAO X, et al. Effects of quasi:3D stacking architecture on interlaminar shear strength and void content of FRP[J]. Journal of Applied Polymer Science, 2014.DOI: 10.1002/app.41076.
pmid: 24994939 |
| [21] | KANG M K, LEE W I, HAHN H T. Formation of microvoids during resin-transfer molding process[J]. Composites Science and Technology, 2000,60(12):2427-2434. |
| [22] |
WANG Z, ZHANG G, ZHU Y, et al. Theoretical analysis of braiding strand trajectories and simulation of three-dimensional parametric geometrical models for multilayer interlock three-dimensional tubular braided preforms[J]. Textile Research Journal, 2019. DOI: 10.1177/0040517519826888.
doi: 10.1080/0002889758507210 pmid: 1111270 |
| [23] | PEARCE N, GUILD F, SUMMERSCALES J. A study of the effects of convergent flow fronts on the properties of fibre reinforced composites produced by RTM[J]. Composites Part A: Applied Science and Manufacturing, 1998,29(1):141-152. |
| [24] | LECLERC J S, RUIZ E. Porosity reduction using optimized flow velocity in resin transfer molding[J]. Composites Part A: Applied Science and Manufacturing, 2008,39(12):1859-1868. |
| [25] | KOUTSONAS S. Modelling race-tracking variability of resin rich zones on 90° composite 2.2 twill fibre curved plate[J]. Composites Science and Technology, 2018,168:448-459. |
| [26] | LAWRENCE J M, HSIAO K T, DON R C, et al. An approach to couple mold design and on-line control to manufacture complex composite parts by resin transfer molding[J]. Composites Part A: Applied Science and Manufacturing, 2002,33(7):981-990. |
| [27] | LAURENZ S, GRILLI A, PINNA M, et al. Process simulation for a large composite aeronautic beam by resin transfer molding[J]. Composites Part B: Engineering, 2014,57:47-55. |
| [28] | ALMS J B, ADVANI S G, GLANCEY J L. Liquid composite molding control methodologies using vacuum induced preform relaxation[J]. Composites Part A: Applied Science and Manufacturing, 2011,42(1):57-65. |
| [29] | MA X, GU Y, LI Y, et al. Interlaminar properties of carbon fiber composite laminates with resin transfer molding/prepreg co-curing process[J]. Journal of Reinforced Plastics and Composites, 2014,33(24):2228-2241. |
| [30] | JOHNSON R J, PITCHUMANI R. Active control of reactive resin flow in a vacuum assisted resin transfer molding (VARTM) process[J]. Journal of Composite Materials, 2008,42(12):1205-1229. |
| [1] | 封端佩, 商元元, 李俊. 三维四向和五向编织复合材料冲击断裂行为的多尺度模拟[J]. 纺织学报, 2020, 41(10): 67-73. |
| [2] | 马飞飞. 离散树脂成型复合材料的防刺与服用性能[J]. 纺织学报, 2020, 41(07): 67-71. |
| [3] | 马莹, 何田田, 陈翔, 禄盛, 王友棋. 基于数字单元法的三维正交织物微观几何结构建模[J]. 纺织学报, 2020, 41(07): 59-66. |
| [4] | 李莉萍, 吴道义, 战奕凯, 何敏. 电泳沉积碳纳米管和氧化石墨烯修饰碳纤维表面的研究进展[J]. 纺织学报, 2020, 41(06): 168-173. |
| [5] | 陈立富, 于伟东. 人造金刚石填充聚酰亚胺树脂基复合材料防刺性能[J]. 纺织学报, 2020, 41(05): 38-44. |
| [6] | 梁双强, 陈革, 周其洪. 开孔三维编织复合材料的压缩性能[J]. 纺织学报, 2020, 41(05): 79-84. |
| [7] | 李鹏, 万振凯, 贾敏瑞. 基于碳纳米管纱线扭电能的复合材料损伤监测[J]. 纺织学报, 2020, 41(04): 58-63. |
| [8] | 王建坤, 蒋晓东, 郭晶, 杨连贺. 功能化氧化石墨烯吸附材料的研究进展[J]. 纺织学报, 2020, 41(04): 167-173. |
| [9] | 张恒宇, 张宪胜, 肖红, 施楣梧. 二维碳化物在柔性电磁吸波领域的研究进展[J]. 纺织学报, 2020, 41(03): 182-187. |
| [10] | 王翔华, 成 玲, 张一帆, 彭海锋, 黄志文, 刘晓志. 三维机织复合材料板簧式起落架结构设计及其有限元分析[J]. 纺织学报, 2020, 41(03): 68-77. |
| [11] | 伏立松, 张淑洁, 王瑞, 杨兆薇, 荆梦轲. 管道修复用涤纶/ 苎麻非织造复合材料拉伸强度[J]. 纺织学报, 2020, 41(02): 52-57. |
| [12] | 易领, 张何, 傅昕, 李雯. 石墨烯基锆钛复合材料改性棉织物的制备及其远红外发射性能 [J]. 纺织学报, 2020, 41(01): 102-109. |
| [13] | 李育洲, 张雨凡, 周青青, 陈国强, 邢铁玲. 二氧化锰/ 石墨烯/ 棉织物复合电极的制及其电化学性能 [J]. 纺织学报, 2020, 41(01): 96-101. |
| [14] | 赵颖会, 顾迎春, 胡斐, 林佳友, 叶蓝琳, 李静静, 陈胜. 芳香族聚酰胺纳米纤维复合材料研究进展 [J]. 纺织学报, 2020, 41(01): 184-189. |
| [15] | 刘军, 刘奎, 宁博, 孙宝忠, 张威. 三维编织复合材料T型梁的低温场弯曲性能[J]. 纺织学报, 2019, 40(12): 57-62. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号