纺织学报 ›› 2025, Vol. 46 ›› Issue (10): 54-61.doi: 10.13475/j.fzxb.20250103601
王旭真1, 任家智1( ), 贾国欣2, 杨天琪1, 李季平1
), 贾国欣2, 杨天琪1, 李季平1
WANG Xuzhen1, REN Jiazhi1(), JIA Guoxin2, YANG Tianqi1, LI Jiping1
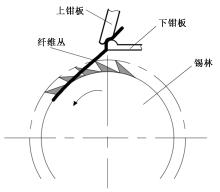
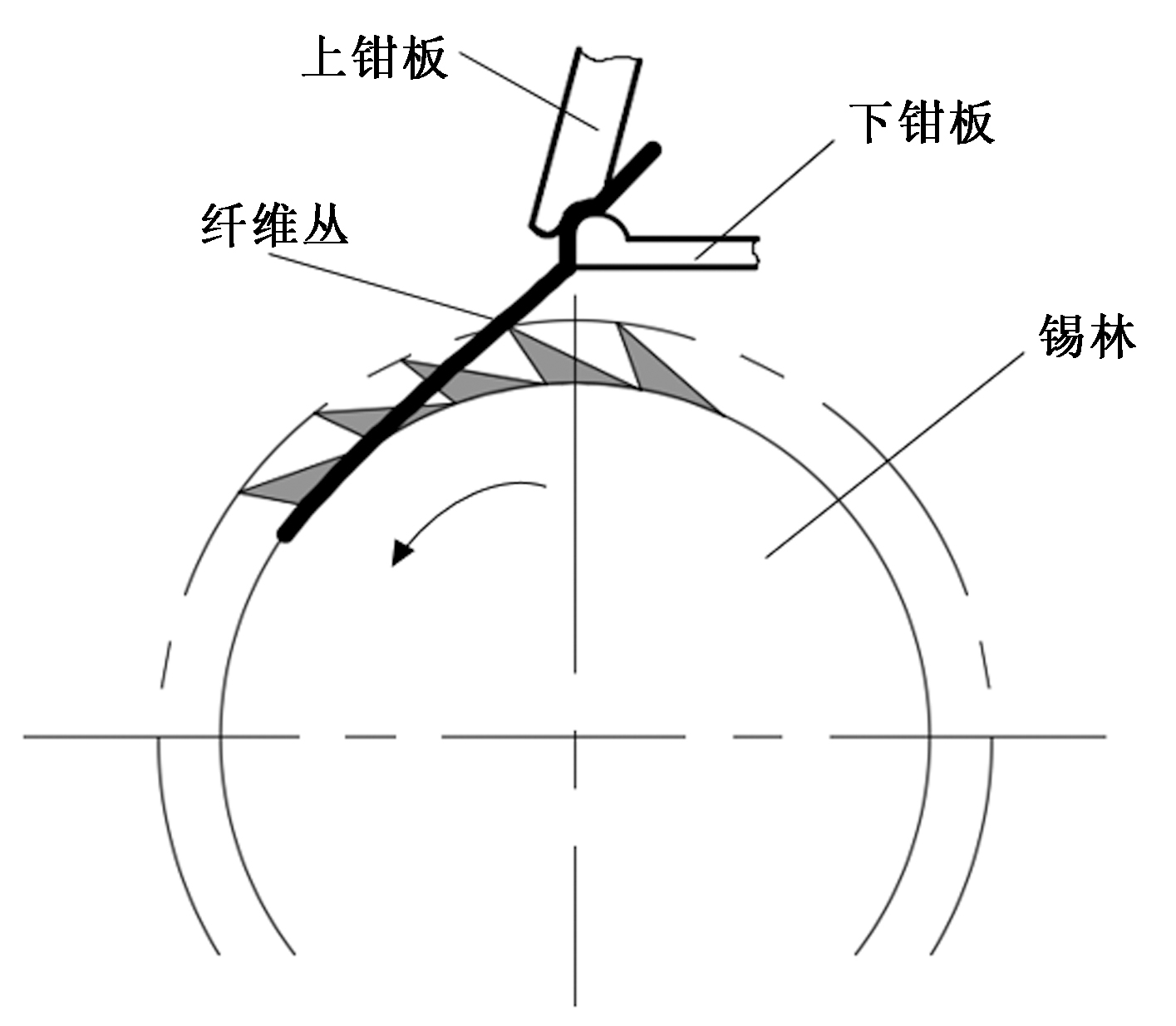
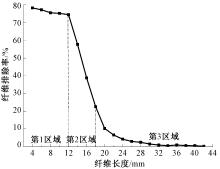
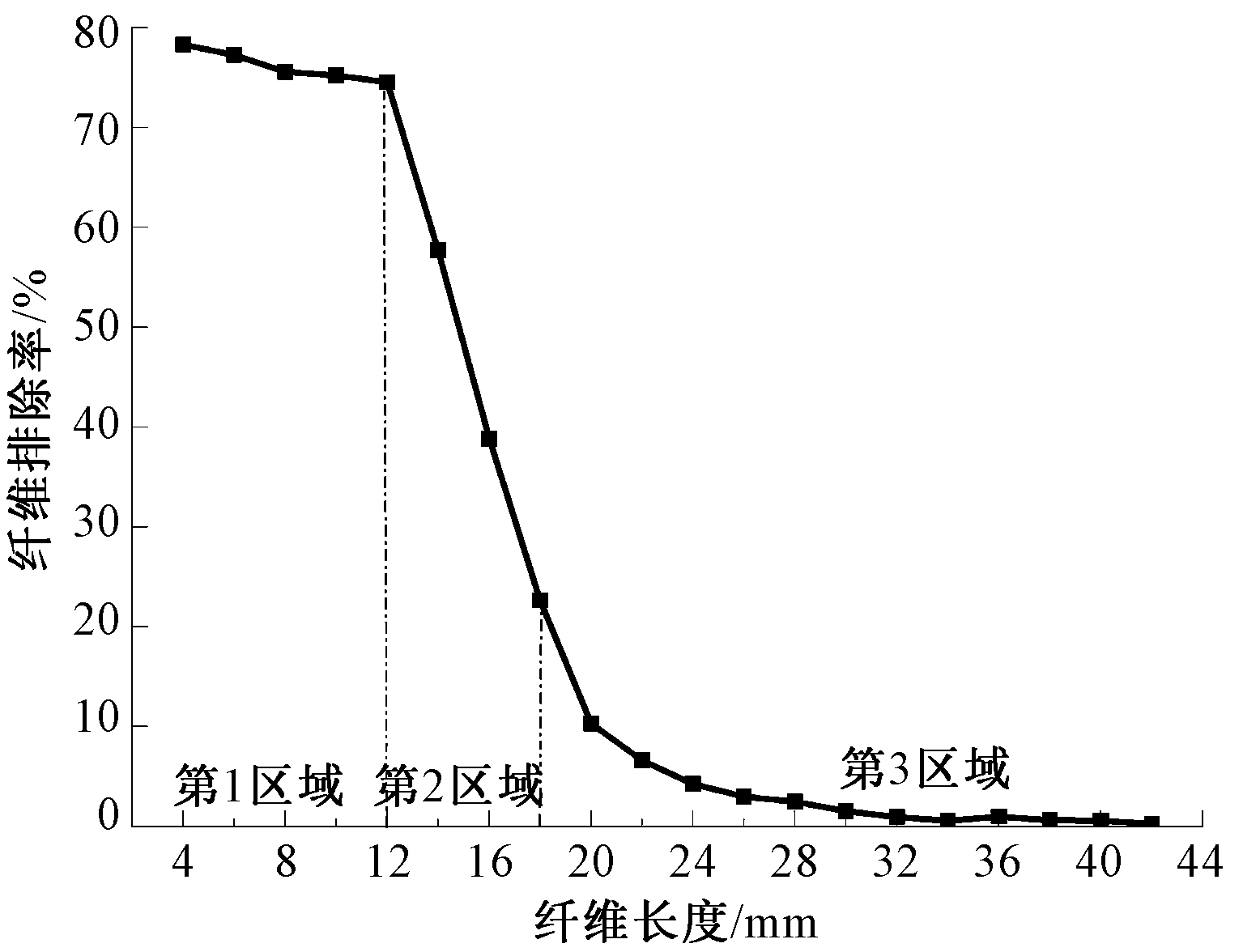
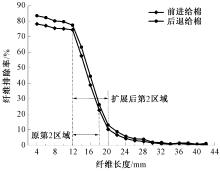
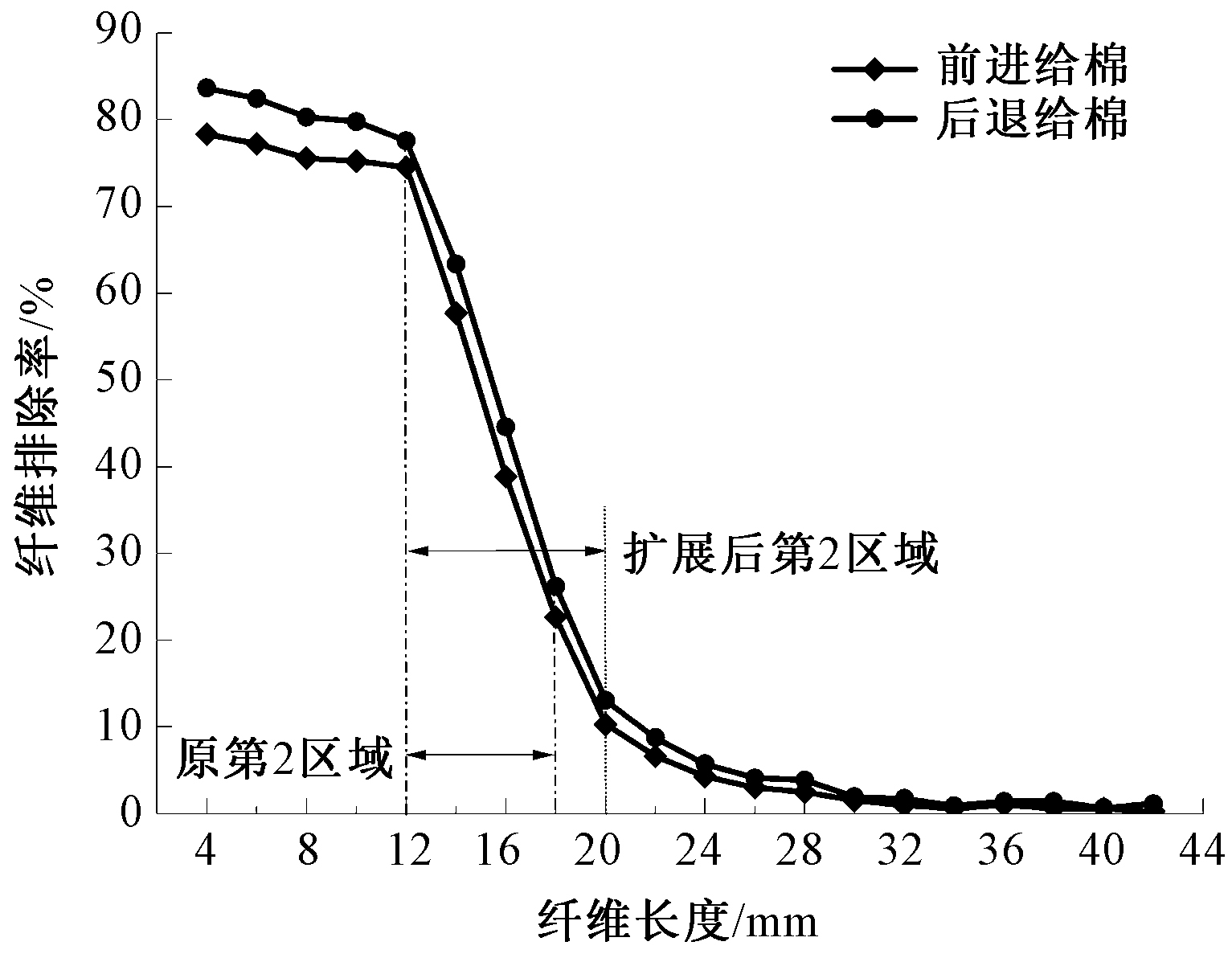
摘要: 为研究精梳过程中不同纤维长度排除的机制,提出了落纤有效梳理次数的概念,根据精梳过程中梳理、给棉及纤维分离的机制,构建了落纤有效梳理次数的数学模型,得出了纤维长度、给棉长度、给棉方式等参数对落纤有效梳理次数的影响规律;运用落纤有效梳理次数较好地解释了精梳过程中不同纤维长度排除率的变化规律。为找出精梳过程中不同纤维长度的排除规律,设计了4种实验方案,利用新疆细绒棉分别进行了精梳实验。结果表明,精梳过程中不同纤维长度的排除率随着纤维长度的增加而减小,并有3个明显特征:纤维长度在4~12 mm区段其排除率最大,且缓慢减少;纤维长度在12~18 mm区段纤维排除率快速下降;纤维长度大于18 mm时,其排除率随着纤维长度的增加缓慢减少至零。减小给棉长度,长度在4~12 mm的纤维排除率明显增大,而纤维长度在12 mm以上纤维排除率增幅很小;采用后退给棉或增大落棉隔距,均使长度在4~20 mm区段的纤维排除率显著增大。
中图分类号:
| [1] | 陈可, 张娣, 吉宜军, 等. 精梳涤纶条含量对涤纶针织物性能的影响[J]. 纺织学报, 2021, 42(9): 66-69. |
| CHEN Ke, ZHANG Di, JI Yijun, et al. Effect of combed polyester top content on properties of polyester knitted fabrics.[J]. Journal of Textile Research, 2021, 42(9): 66-69. | |
| [2] | 陈玉峰, 陆振挺. 短纤维对棉纺质量的影响与控制[J]. 棉纺织技术, 2012, 40(2): 40-43. |
| CHEN Yufeng, LU Zhenting. Effect and control of short fiber on cotton spinning quality.[J]. Cotton Textile Technology, 2012, 40(2): 40-43. | |
| [3] | 任家智. 国产棉纺精梳机的创新发展与展望[J]. 棉纺织技术, 2023, 51(10): 25-32. |
| REN Jiazhi. Innovative development and prospect of domestic cotton comber.[J]. Cotton Textile Technology, 2023, 51(10): 25-32. | |
| [4] | 傅恩福. 我国精梳纱生产现状及开发建议[J]. 棉纺织技术, 2011, 39(6): 20-23. |
| FU Enfu. Production situation and development suggestion of chinese combed yarn.[J]. Cotton Textile Technology, 2011, 39(6): 20-23. | |
| [5] | 郁崇文. 纺纱学[M]. 北京: 中国纺织出版社, 2015: 105-109. |
| YU Chongwen. Spinning technology[M]. Beijing: China Textile & Apparel Press, 2015: 105-109. | |
| [6] | 任家智. 纺纱工艺学[M]. 上海: 东华大学出版社, 2010: 64-67. |
| REN Jiazhi. Technology of yarn pinning[M]. Shanghai: Donghua University Press, 2010: 64-67. | |
| [7] | 刘允光, 肖际洲. 精梳落棉率控制和成纱质量的关系[J]. 纺织器材, 2020, 48(1): 46-52. |
| LIU Yunguang, XIAO Jizhou. Relationship between noil rate control of combing and yarn quality[J]. Textile Accessories, 2020, 48(1): 46-52. | |
| [8] | 陈宇恒, 任家智, 冯清国. 精梳机给棉工艺对短纤维排除效果的影响[J]. 棉纺织技术, 2019, 47(8): 60-64. |
| CHEN Yuheng, REN Jiazhi, FENG Qingguo. Influence of comber feeding process on short fiber removal[J]. Cotton Textile Technology, 2019, 47(8): 60-64. | |
| [9] | 刘红艳, 任家智, 尚龙飞, 等. 精梳锡林针齿密度分布对梳理效果的影响[J]. 棉纺织技术, 2017, 45(5): 17-19. |
| LIU Hongyan, REN Jiazhi, SHANG Longfei, et al. Influence of comb cylinder tooth density distribution on carding effect[J]. Cotton Textile Technology, 2017, 45(5): 17-19. | |
| [10] | 刘允光, 李子信. 现代精梳机给棉方式对梳理质量的影响[J]. 棉纺织技术, 2018, 46(4): 37-41. |
| LIU Yunguang, LI Zixin. Influence of modern comber feeding method on carding quality[J]. Cotton Textile Technology, 2018, 46(4): 37-41. | |
| [11] | 张立彬, 冯斌. JSFA588 型精梳机的设计理念与应用效果[J]. 棉纺织技术, 2013, 41(5): 65-68. |
| ZHANG Libin, FENG Bin. Design concept and application effect of JSFA588 comber[J]. Cotton Textile Technology, 2013, 41(5): 65-68. | |
| [12] | 高卫东. 棉纺织手册(上卷)[M]. 北京: 中国纺织出版社, 2020: 1123-1176. |
| GAO Weidong. Cotton textile handbook(Volume Ⅰ)[M]. Beijing: China Textile & Apparel Press, 2020: 1123-1176. | |
| [13] | 杨磊, 任家智, 陈宇恒, 等. 棉纺精梳机锡林不同梳理区梳理效果分析[J]. 棉纺织技术, 2024, 52(9): 8-13. |
| YANG Lei, REN Jiazhi, CHEN Yuheng, et al. Analysis of carding effect in different carding area of cotton combing machine cylinder[J]. Cotton Textile Technology, 2024, 52(9): 8-13. |
| [1] | 楚祥婷, 高见, 章红豆, 陆惠文, 刘新金, 苏旭中. 基于质量分布法的棉集合体中纤维弯钩研究[J]. 纺织学报, 2025, 46(07): 69-77. |
| [2] | 贾国欣 任家智 冯清国. 基于纤维长度根数分布的精梳加工模拟及棉网质量预测[J]. 纺织学报, 2017, 38(06): 23-27. |
| [3] | 王晓维 周国庆 李新荣. 棉精梳机钳板开闭口时间的研究[J]. 纺织学报, 2015, 36(07): 121-125. |
| [4] | 曹继鹏 张志丹 孙鹏子. 锡林速度对盖板花纤维长度分布的影响[J]. 纺织学报, 2015, 36(03): 24-27. |
| [5] | 张明光;孙鹏子;曹继鹏. 梳棉机盖板速度对盖板花纤维长度分布的影响[J]. 纺织学报, 2011, 32(3): 47-50. |
| [6] | 苏玉恒;严广松;任家智. 牵伸区浮游纤维动态行为的随机模拟[J]. 纺织学报, 2011, 32(3): 30-35. |
| [7] | 孙鹏子;张明光;王兰. 梳针分梳板对纤维长度分布的影响[J]. 纺织学报, 2008, 29(11): 39-43. |
| [8] | 孙鹏子;王兰;张志丹;张明光. 梳棉机刺辊落棉和盖板花纤维长度分布[J]. 纺织学报, 2006, 27(5): 80-83. |
| [9] | 王兰;孙鹏子;张明光. 给棉板与刺辊隔距对纤维长度分布的影响[J]. 纺织学报, 2006, 27(4): 70-73. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号