纺织学报 ›› 2025, Vol. 46 ›› Issue (09): 112-119.doi: 10.13475/j.fzxb.20241000901
缪璐璐1,2, 顾佳华3, 陶华冠4, 孙国军4, 邹专勇1,2,3( )
)
MIAO Lulu1,2, GU Jiahua3, TAO Huaguan4, SUN Guojun4, ZOU Zhuanyong1,2,3()
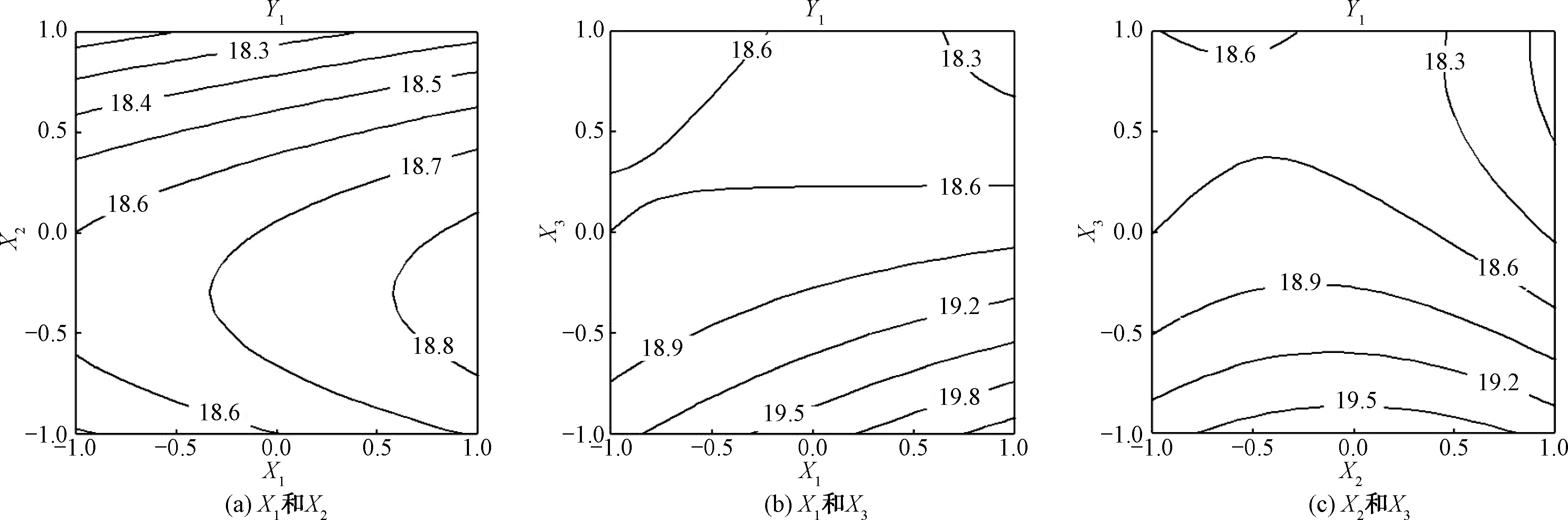
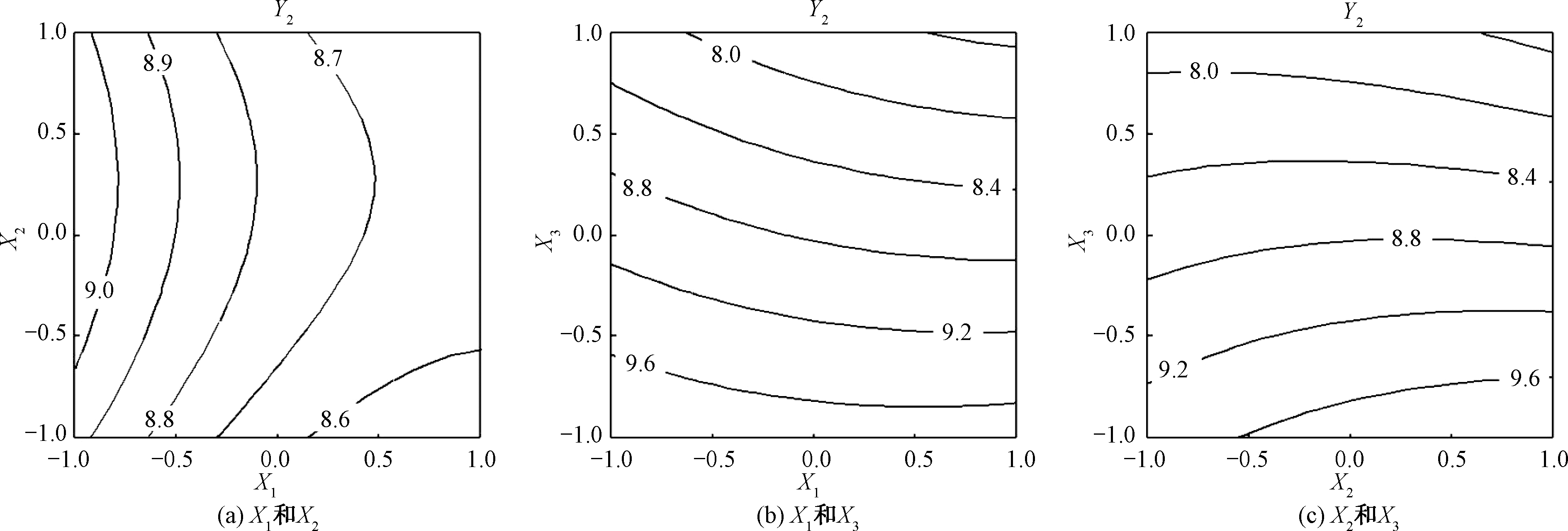
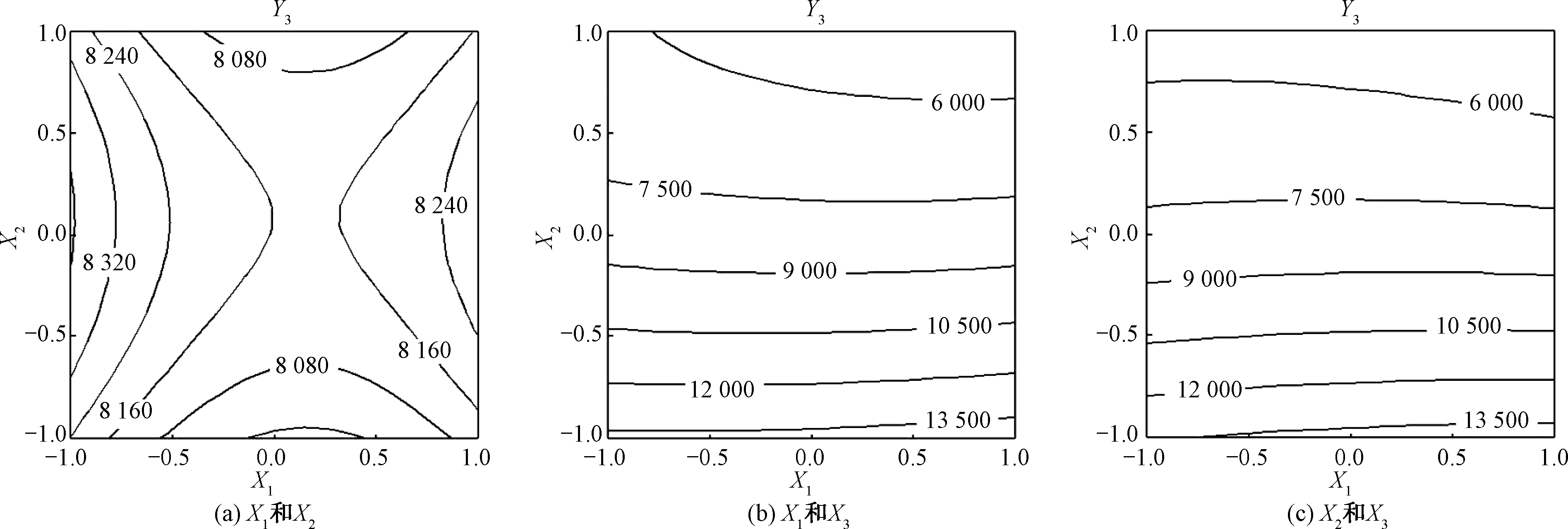
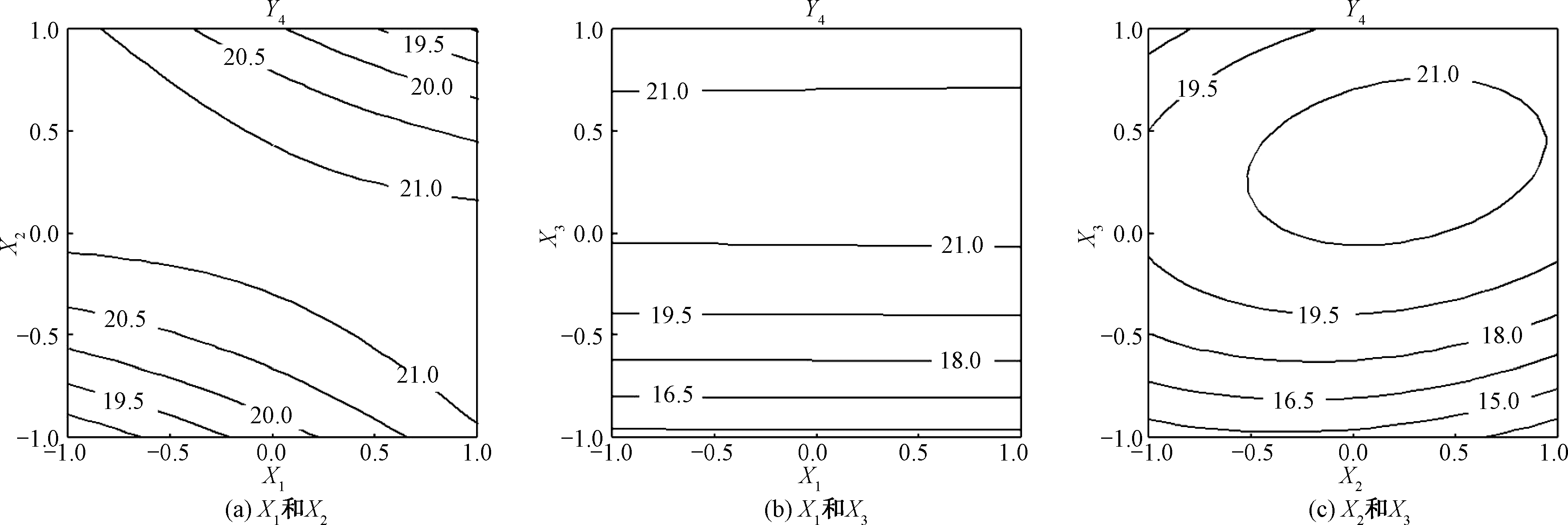
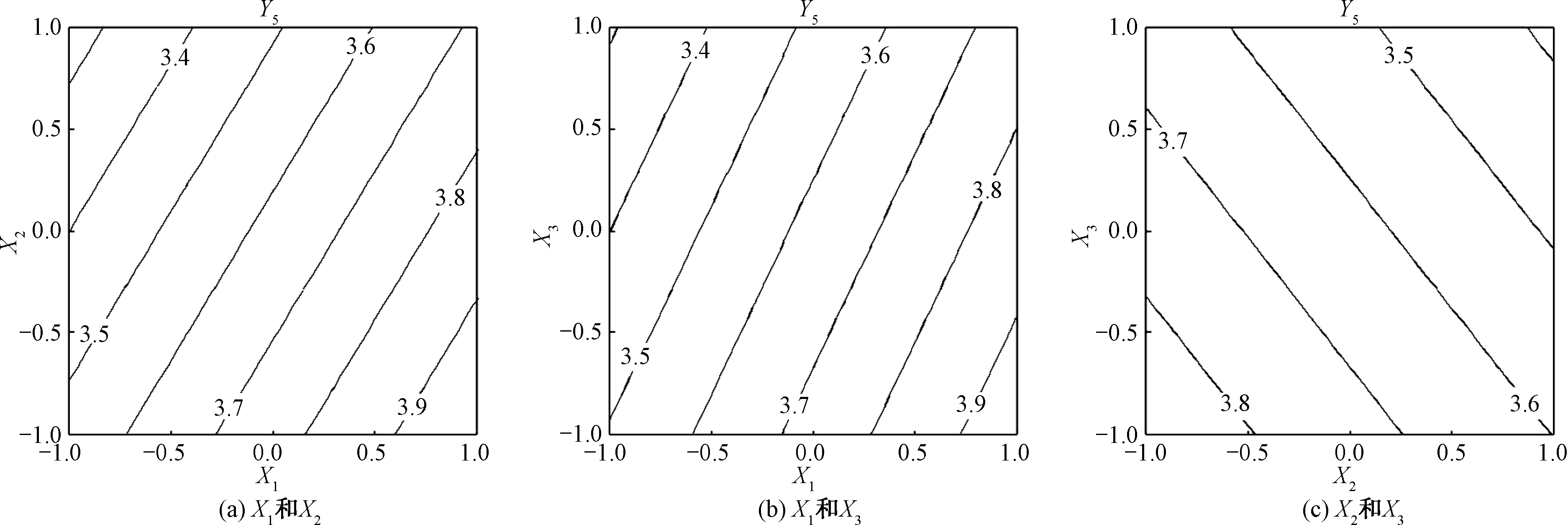
摘要: 为开发出品质优良的涤纶/染色棉/PHBV基涤纶(混合比为50∶35∶15,PHBV为聚(3-羟基丁酸酯-co-3-羟基戊酸酯)喷气涡流纺混纺纱线,基于Box-Behnken设计和响应曲面模型分析,研究喷气涡流纺主要成纱工艺纺纱速度、喷嘴气压和1/纱线线密度对混纺纱断裂强度、断裂伸长率、断裂功、条干CV值和毛羽H值的影响规律。结果表明:混纺纱的强伸性能和毛羽H值均受到纺纱速度、喷嘴气压和1/纱线线密度的影响,纱线条干CV值受1/纱线线密度的影响显著。随着纺纱速度的提升,纱线断裂强度、毛羽H值呈增大趋势,断裂伸长率逐渐减小,断裂功几乎不发生变化。随着喷嘴气压的增加,纱线断裂强度和断裂功总体呈先增大后减小的趋势,断裂伸长率总体呈增大趋势,毛羽H值呈减小趋势。随着1/纱线线密度的增大(纱线变细),纱线的断裂强度、断裂伸长率、断裂功、毛羽H值均逐渐减小,纱线条干均匀性逐渐变差。
中图分类号:
| [1] | 刘建林, 郑磊. 喷气涡流纺色纺纱的开发与生产实践[J]. 纺织导报, 2022(4): 36-39. |
| LIU Jianlin, ZHENG Lei. Development and practice of air-jet vortex colored spun yarn[J]. China Textile Leader, 2022(4): 36-39. | |
| [2] | 杨瑞华, 潘博, 郭霞, 等. 环锭纺及转杯纺和喷气涡流纺混色纱的纤维混合效果研究[J]. 纺织学报, 2021, 42(7): 76-81,88. |
| YANG Ruihua, PAN Bo, GUO Xia, et al. Study on fiber mixing effect in ring spun,rotor and air-jet-vortex spun color blended yarns[J]. Journal of Textile Research, 2021, 42(7): 76-81,88. | |
| [3] |
MA L, ZHANG Z, LI J, et al. A new antimicrobial agent: poly(3-hydroxybutyric acid) oligomer[J]. Macromolecular Bioscience, 2019, 19(5): 1800432.
doi: 10.1002/mabi.v19.5 |
| [4] | CHENG Z, GAO J, LIU Q, et al. The effect of alkyl chain length of (R)-3-hydroxybutyric alkyl ester on antibacterial activity and its antibacterial mechanism[J]. Journal of Biomaterials Applications, 2022, 37(2): 275-286. |
| [5] | 邹专勇. 喷气涡流纺成纱工艺对竹浆纤维色纺纱性能的影响[J]. 纺织学报, 2014, 35(2):23-28,38. |
| ZOU Zhuanyong. Influence of yarn formation process on properties of bamboo pulp fiber colored spun yarn using air-jet vortex spinning[J]. Journal of Textile Research, 2014, 35(2):23-28,38 | |
| [6] | TRIPATHI L, JAIN M, ISHTIAQUE S M. Properties of air-vortex blended yarn influenced by spinning process parameters[J]. Indian Journal of Fibre & Textile Research, 2021, 46(3): 225-240. |
| [7] | MOUCKOVA E, URSINY P, JIRASKOVA P, et al. Analysis of formation of mass irregularity in drafting device during yarn spinning from sliver[J]. Vlakna a Textil, 2019, 3(26): 23-30. |
| [8] | ERDUMLU N, OZIPEK B. Effect of the draft ratio on the properties of vortex spun yarn.[J]. Fibres & Textiles in Eastern Europe, 2010, 18(3): 38-42. |
| [9] | 邹专勇, 缪璐璐, 董正梅, 等. 喷气涡流纺工艺对粘胶/涤纶包芯纱性能的影响[J]. 纺织学报, 2022, 43(8): 27-33. |
| ZOU Zhuanyong, MIAO Lulu, DONG Zhengmei, et al. Effect of air-jet vortex spinning process on properties of viscose/polyester core-spun yarns[J]. Journal of Textile Research, 2022, 43(8): 27-33. |
| [1] | 邵秋, 杨瑞华. 再循环棉/原棉转杯纺纱线的耐磨性[J]. 纺织学报, 2025, 46(03): 64-71. |
| [2] | 张瑞成, 张文清, 吕哲, 许多, 刘可帅, 徐卫林. 基于自捻纺的嵌入式低扭矩复合纱性能分析[J]. 纺织学报, 2025, 46(02): 78-85. |
| [3] | 奚传智, 王家源, 王泳智, 陈革, 裴泽光. 低能耗喷气涡流纺喷嘴气流场数值模拟与纺纱实验[J]. 纺织学报, 2024, 45(12): 206-214. |
| [4] | 史晶晶, 杨恩龙. 喂入提前量对棉/羊毛段彩纱结构及性能的影响[J]. 纺织学报, 2024, 45(12): 67-73. |
| [5] | 缪璐璐, 孟小奕, 董正梅, 彭倩, 何林伟, 邹专勇. 热处理工艺对喷气涡流纺低熔点涤纶长丝包芯纱力学性能的影响[J]. 纺织学报, 2024, 45(11): 73-79. |
| [6] | 刘婷, 闫涛, 潘志娟. 香蕉茎秆纤维/抗菌纤维混纺纱的制备及其性能[J]. 纺织学报, 2024, 45(10): 48-54. |
| [7] | 邵英海, 赵业平, 韩贤国, 曹继鹏, 张明光, 陈文. 喷气涡流纺纱机及其关键技术的应用与研究进展[J]. 纺织学报, 2024, 45(03): 209-218. |
| [8] | 缪璐璐, 董正梅, 朱繁强, 荣慧, 何林伟, 郑国全, 邹专勇. 芯丝种类与纺纱速度对喷气涡流纺包芯纱性能的影响[J]. 纺织学报, 2023, 44(12): 50-57. |
| [9] | 贾冰凡, 敖利民, 唐雯, 郑元生, 尚珊珊. 毛纱/锦纶长丝包覆纱的纺制及其性能与应用[J]. 纺织学报, 2023, 44(12): 58-66. |
| [10] | 苏旭中, 梁巧敏, 王汇锋, 张娣, 崔益怀. 棉/生物基弹性聚酯纤维混纺针织物的服用性能[J]. 纺织学报, 2023, 44(05): 119-124. |
| [11] | 吴佳庆, 王怡婷, 何欣欣, 郭亚飞, 郝新敏, 王迎, 宫玉梅. 混纺比对生物基锦纶56短纤/棉混纺纱力学性能的影响[J]. 纺织学报, 2023, 44(03): 49-54. |
| [12] | 史晶晶, 杨恩龙. 赛络纺棉/毛段彩纱结构及其性能[J]. 纺织学报, 2023, 44(03): 55-59. |
| [13] | 柳浩, 马万彬, 栾一鸣, 周岚, 邵建中, 刘国金. 光子晶体结构生色碳纤维/涤纶混纺纱线的制备及其性能[J]. 纺织学报, 2023, 44(02): 159-167. |
| [14] | 缪莹, 熊诗嫚, 郑敏博, 唐建东, 张慧霞, 丁彩玲, 夏治刚. 高光洁处理对聚酰亚胺短纤纱及其织物性能的影响[J]. 纺织学报, 2023, 44(02): 118-127. |
| [15] | 于学智, 张明光, 曹继鹏, 张月, 王晓燕. 捻度对锦纶/棉混纺纱质量指标的影响[J]. 纺织学报, 2023, 44(01): 106-111. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号