纺织学报 ›› 2025, Vol. 46 ›› Issue (03): 34-40.doi: 10.13475/j.fzxb.20240303101
张帆, 程春祖( ), 郭翠彬, 张东, 程敏, 李婷, 徐纪刚
), 郭翠彬, 张东, 程敏, 李婷, 徐纪刚
ZHANG Fan, CHENG Chunzu(), GUO Cuibin, ZHANG Dong, CHENG Min, LI Ting, XU Jigang
摘要:
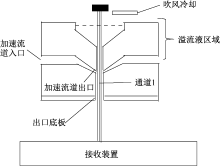
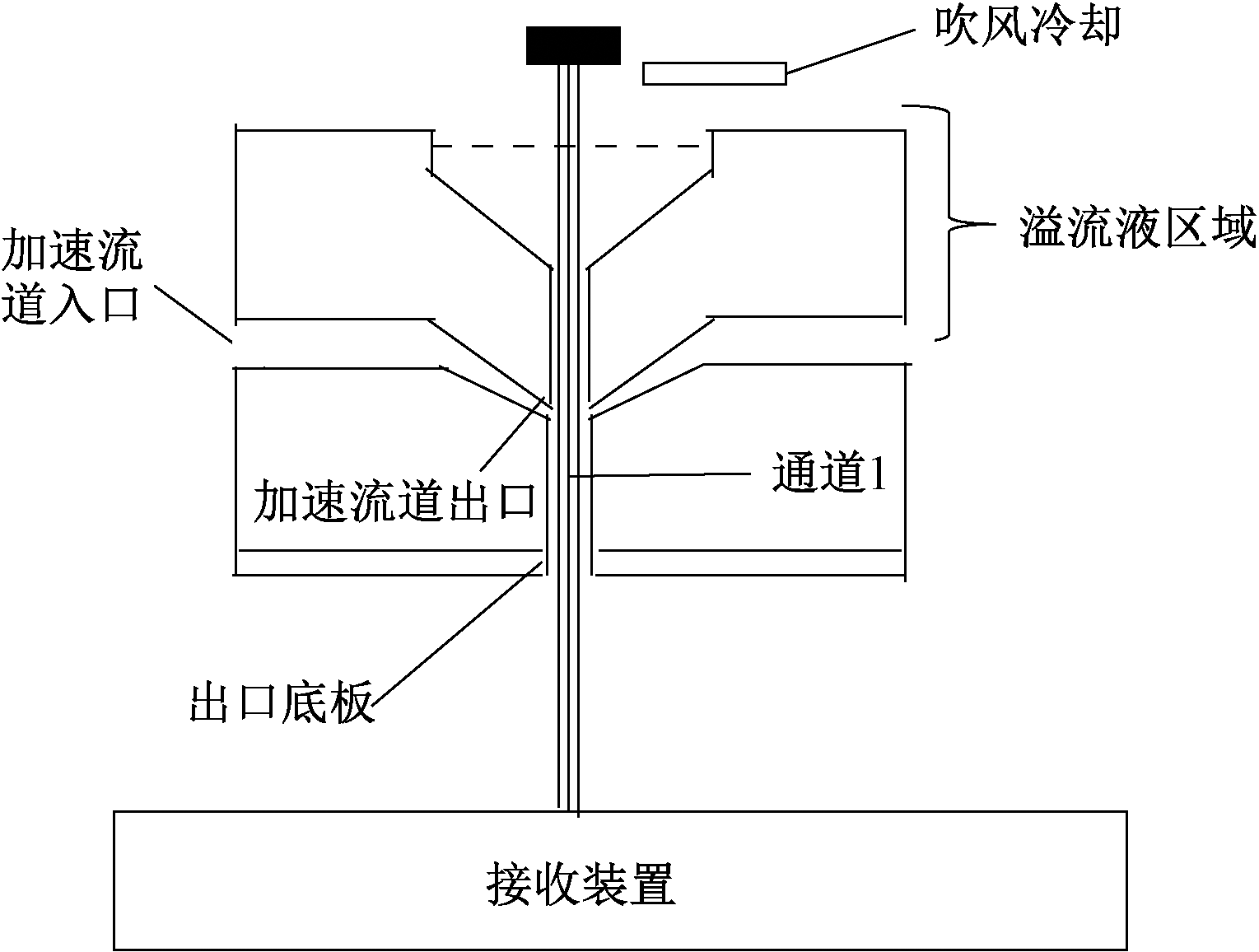
针对Lyocell纤维直接成网技术,深入分析了液流牵伸装置的结构参数,包括加速流道的入口、出口宽度以及底板宽度,探究了这些参数对液流速度的影响。通过优化这些结构参数,显著提升了液流速度,使其达到217 m/min,为Lyocell纤维的快速牵伸提供了技术基础。进一步探讨了液流牵伸工艺参数对非织造材料性能的影响。此外,研究了液流牵伸工艺参数如液流速度、N-甲基吗啉-N-氧化物(NMMO)浓度和液流温度对非织造材料的结晶度、断裂强力、吸液率、透气率和柔软度的影响。通过实验确定了最优工艺参数,制备出的非织造材料具有以下特性:纵向断裂强度为35~40 N,横向断裂强度为18~25 N,吸液率为1 100%~1 200%,透气率为4 600~4 900 mm/s,干态纵向柔软度为240~280 mN,干态横向柔软度为60~70 mN,湿态纵向柔软度为80~100 mN,湿态横向柔软度为49~56 mN。
中图分类号:
| [1] | 张寅江, 王荣武, 靳向煜, 等. 湿法水刺可分散材料的结构与性能及其发展趋势[J]. 纺织学报, 2018, 39(6): 167-174. |
| ZHANG Yinjiang, WANG Rongwu, JIN Xiangyu, et al. Structure and properties of wet spunlace dispersible materials and their development trend[J]. Journal of Textile Research, 2018, 39(6): 167-174. | |
| [2] | 王乐军, 刘怡宁, 房迪, 等. Lyocell纤维的国内外研发现状与发展方向[J]. 纺织学报, 2017, 38(4): 165-167. |
| WANG Lejun, LIU Yining, FANG Di, et al. Status and development research of Lyocell fiber at home and abroad[J]. Journal of Textile Research, 2017, 38(4): 165-167. | |
| [3] | 何建龙, 张帆, 郭翠彬, 等. Lyocell长丝非织造材料的制备及性能[J]. 合成纤维, 2022, 51(1): 24-28. |
| HE Jianlong, ZHANG Fan, GUO Cuibin, et al. Preparation and properties of lyocell filament nonwovens[J]. Synthetic Fiber in China, 2022, 51(1): 24-28. | |
| [4] | 李顺希, 徐圣俊, 杨革生, 等. Lyocell熔喷非织造布纤网结构及纤维直径的研究[J]. 纤维素科学与技术, 2013, 21(3): 48-55. |
| LI Shunxi, XU Shengjun, YANG Gesheng, et al. Study on the web structure and fiber diameter of Lyocell melt-blown nonwovens[J]. Journal of Cellulose Science and Technology, 2013, 21(3): 48-55. | |
| [5] | 沈慧敏. 面膜基布性能指标及评价方法研究[D]. 天津: 天津工业大学, 2021: 40. |
| SHEN Huimin. Research on performance index and evaluation method of mask base cloth[D]. Tianjin: Tiangong University, 2021: 40. | |
| [6] | 赵明良, 任晓川, 邢明杰, 等. 面膜用非织造布的结构与性能[J]. 国际纺织导报, 2023, 51(1):23-26. |
| ZHAO Mingliang, REN Xiaochuan, XING Mingjie, et al. The structure and properties of nonwovens for facial mask[J]. Melliand China, 2023, 51(1): 23-26. | |
| [7] | 柯真霞, 余灵婕, 朱梦秋, 等. 非织造布内部结构重建及其性能模拟的研究进展[J]. 合成纤维, 2023, 52(3): 36-42. |
| KE Zhenxia, YU Lingjie, ZHU Mengqiu, et al. Research progressin internal structure reconstruction and performance simulation of nonwovens[J]. Synthetic Fiber in China, 2023, 52(3): 36-42. | |
| [8] | YILMAZ K B, SABUNCUOGLU B, YILDIRIM B. A brief review on the mechanical behavior of nonwoven fabrics[J]. Journal of Engineered Fibers and Fabrics, 2020. DOI: 1558925020970197. |
| [9] | BOROJENI I A, GAJEWSKI G, RIAHI R A. Application of electrospun nonwoven fibers in air filters[J]. Fibers, 2022, 10(2): 15. |
| [10] | 刘璐. 非织造空气过滤材料的优化设计:纤维形态的影响[D]. 天津: 天津工业大学, 2021:40. |
| LIU Lu. Optimal design of nonwoven air filtration materials: influence of fiber morphology[D]. Tianjin: Tiangong University, 2021:40. |
| [1] | 姚一婷, 敖利民, 张展望, 苏友朋. 针织呢绒织物绒面性质的测试方法[J]. 纺织学报, 2025, 46(03): 100-108. |
| [2] | 黄伟, 张嘉煜, 张东, 程春祖, 李婷, 吴伟. Lyocell纤维性能表征及其对比分析[J]. 纺织学报, 2023, 44(03): 42-48. |
| [3] | 李婷, 李文瑞, 张晨曦, 迟克栋, 张明明, 刘海辉, 黄庆. 高速纺丝工艺下Lyocell纤维结构对其原纤化的影响[J]. 纺织学报, 2023, 44(02): 11-18. |
| [4] | 黄伟, 张嘉煜, 庄小雄, 张东, 李婷, 程春祖, 徐纪刚. 油剂处理工艺对Lyocell纤维性能的影响[J]. 纺织学报, 2022, 43(02): 105-109. |
| [5] | 潘忆乐, 钱丽颖, 徐纪刚, 何北海, 李军荣. Lyocell纤维纺丝浆粕溶解性的影响因素分析[J]. 纺织学报, 2021, 42(10): 27-33. |
| [6] | 靳宏, 张玥, 张玉梅, 王华平. 基于分子模拟预判Lyocell纤维原液着色体系中溶剂的稳定性[J]. 纺织学报, 2021, 42(10): 1-7. |
| [7] | 林生根, 刘晓辉, 苏晓伟, 何聚, 任元林. 新型植酸基阻燃剂改性Lyocell纤维与织物的制备及其性能[J]. 纺织学报, 2021, 42(07): 25-30. |
| [8] | 黄伟, 程春祖, 张嘉煜, 张晨曦, 程敏, 徐纪刚, 刘云崇. 高原纤化Lyocell纤维的制备及其性能[J]. 纺织学报, 2021, 42(06): 41-45. |
| [9] | 元伟, 姚勇波, 张玉梅, 王华平. 制备Lyocell纤维用纤维素浆粕的碱性酶处理工艺[J]. 纺织学报, 2020, 41(07): 1-8. |
| [10] | 王乐军 刘怡宁 房迪 李增俊 吕佳滨. Lyocell纤维的国内外研发现状与发展方向[J]. 纺织学报, 2017, 38(04): 164-170. |
| [11] | 孙伟泽 张丽平 李敏 杜长森 王春霞 付少海. 炭黑/Lyocell纤维素膜的制备及其性能[J]. 纺织学报, 2017, 38(03): 28-32. |
| [12] | 王君;王荣武;吴雄英;谢火胜. 不同纺织品中Lyocell纤维纵向图像特征差异[J]. 纺织学报, 2010, 31(5): 19-23. |
| [13] | 闫红芹. 纤维素/离子液体溶液流变行为的研究[J]. 纺织学报, 2009, 30(12): 9-12. |
| [14] | 田耀鑫;杨革生;魏孟媛;邵惠丽. 超高相对分子质量纤维素对Lyocell纺丝性能的影响[J]. 纺织学报, 2008, 29(9): 5-9. |
| [15] | 王亚;卢雨正;高卫东. 织物柔软度的等级划分[J]. 纺织学报, 2008, 29(11): 44-47. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号