纺织学报 ›› 2025, Vol. 46 ›› Issue (04): 197-206.doi: 10.13475/j.fzxb.20240405801
张久尚1, 杨涛1( ), 周玉峰2, 田秀峰2, 宋良2, 刘畅1, 刘健1, 杜宇1
), 周玉峰2, 田秀峰2, 宋良2, 刘畅1, 刘健1, 杜宇1
ZHANG Jiushang1, YANG Tao1(), ZHOU Yufeng2, TIAN Xiufeng2, SONG Liang2, LIU Chang1, LIU Jian1, DU Yu1
摘要:
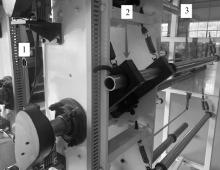
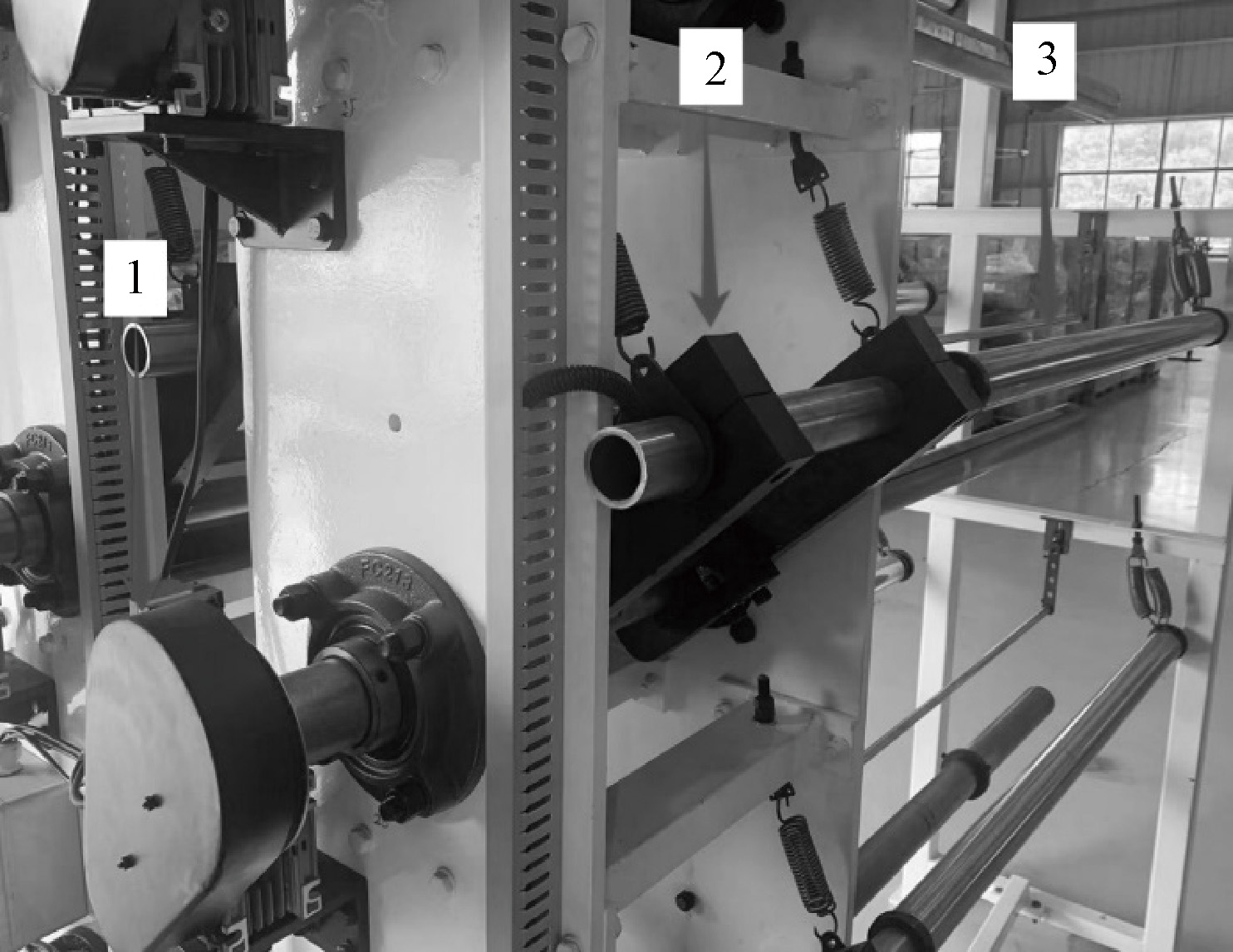
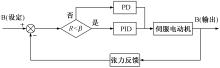
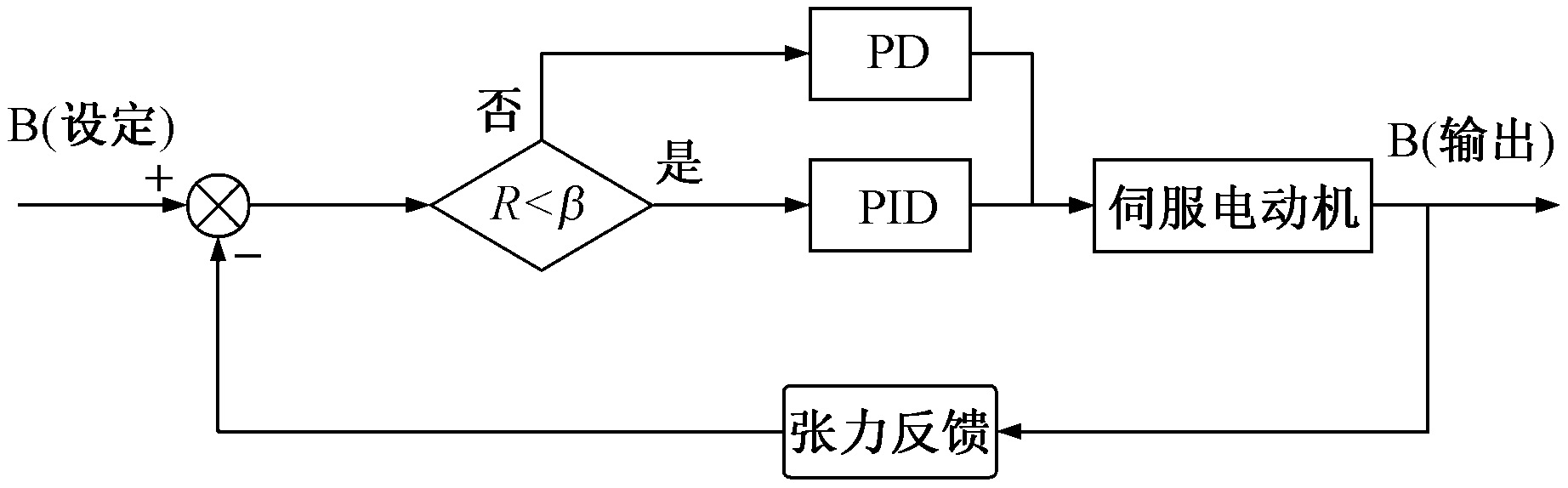
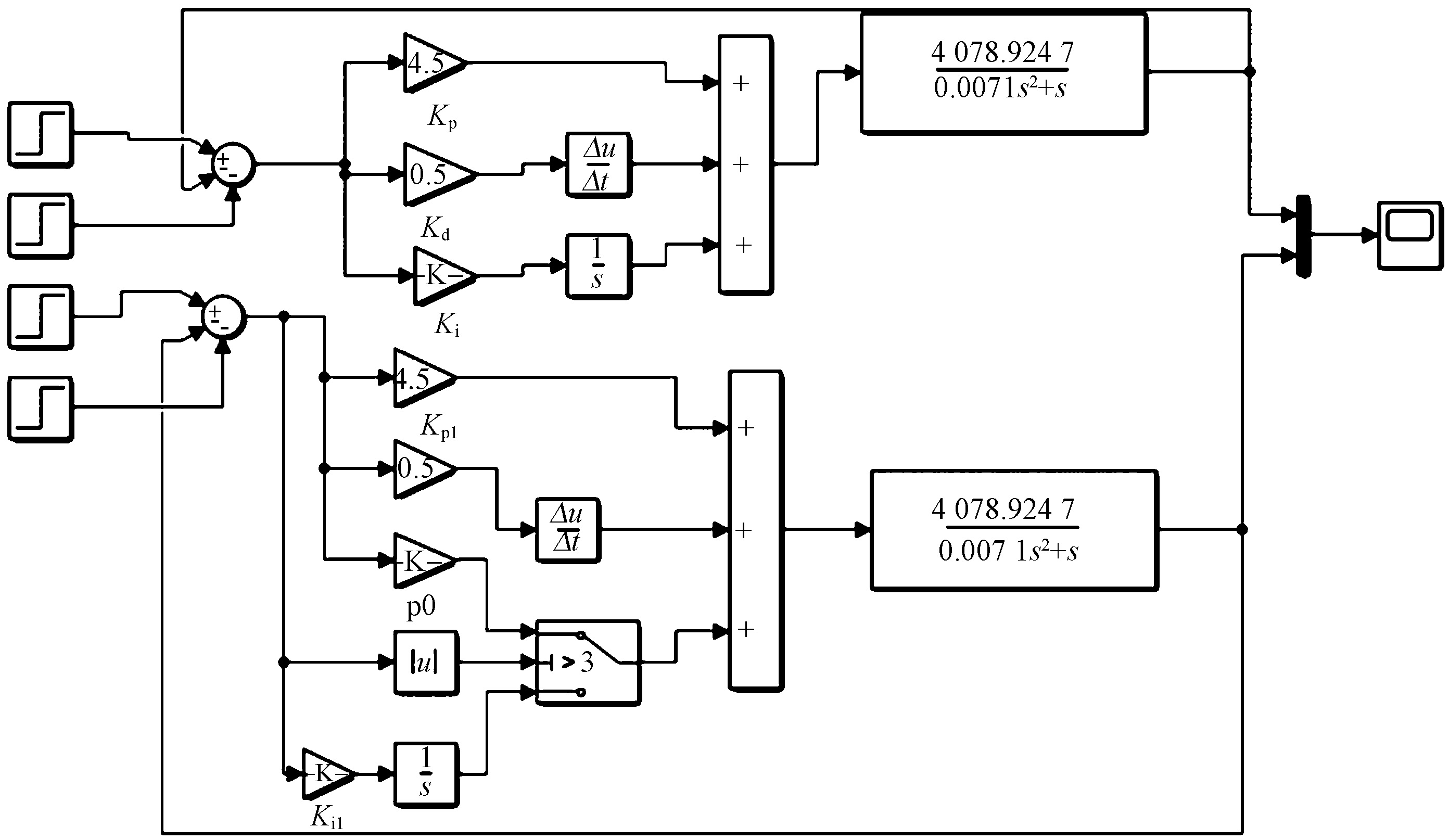
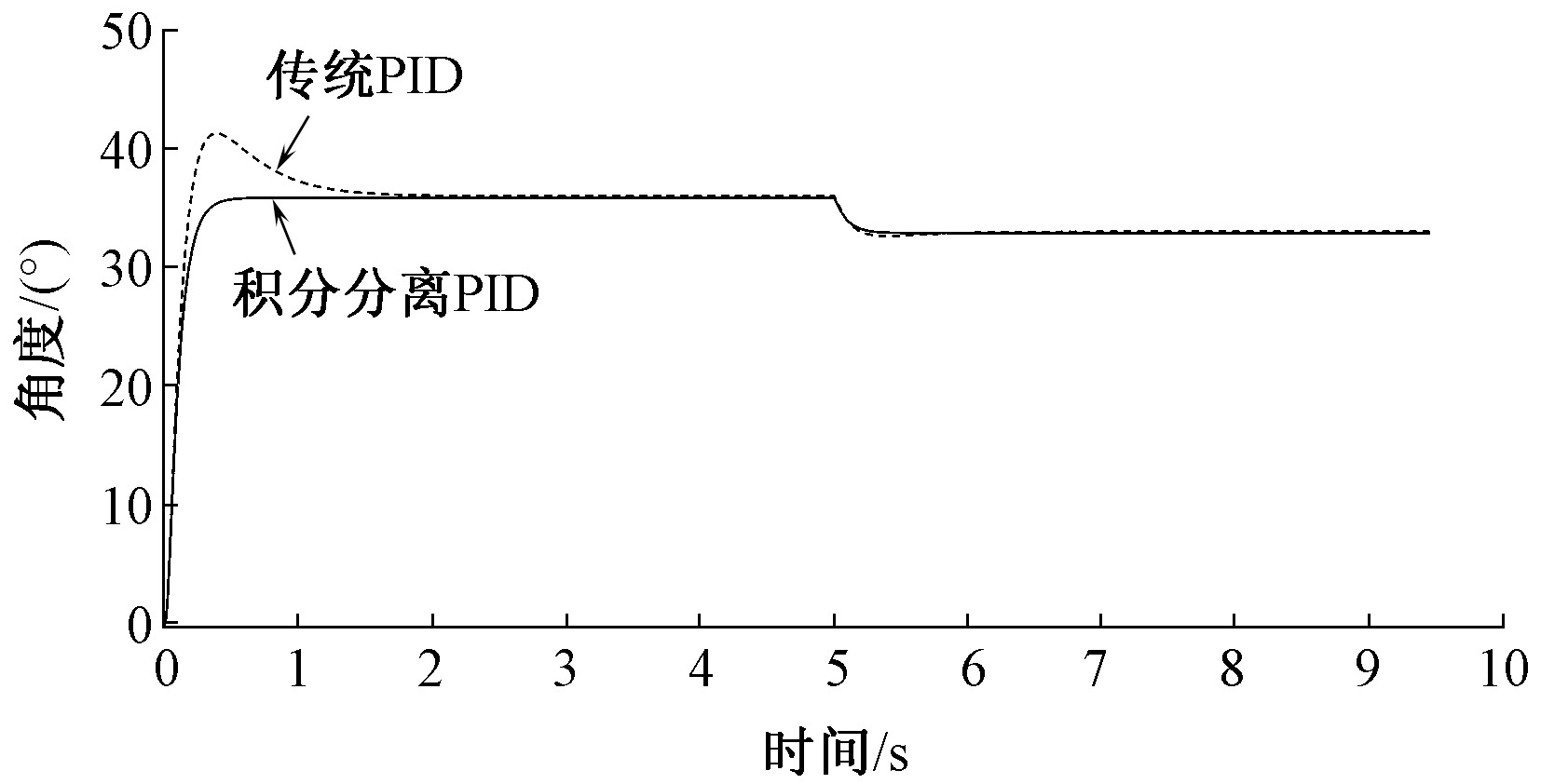
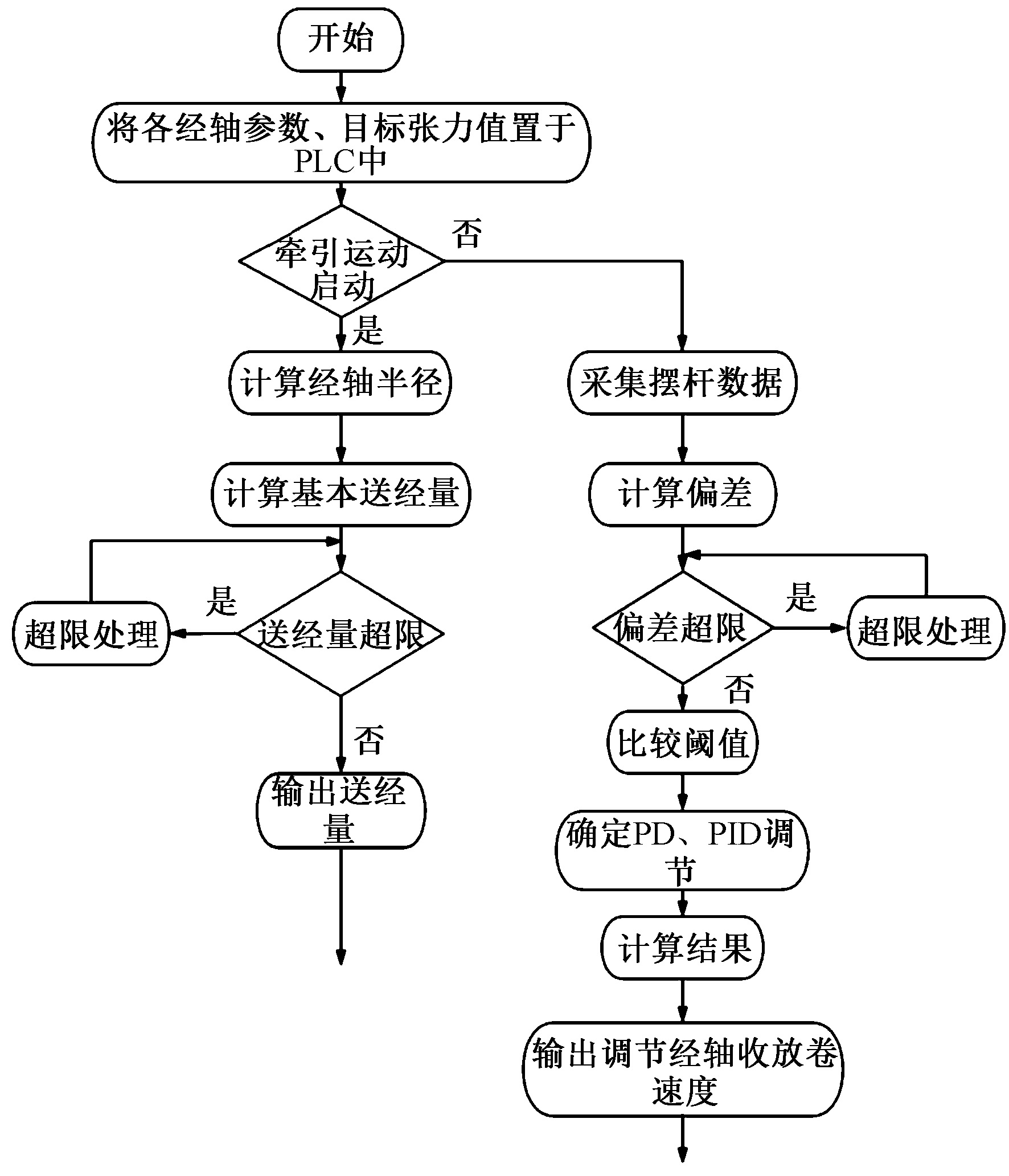
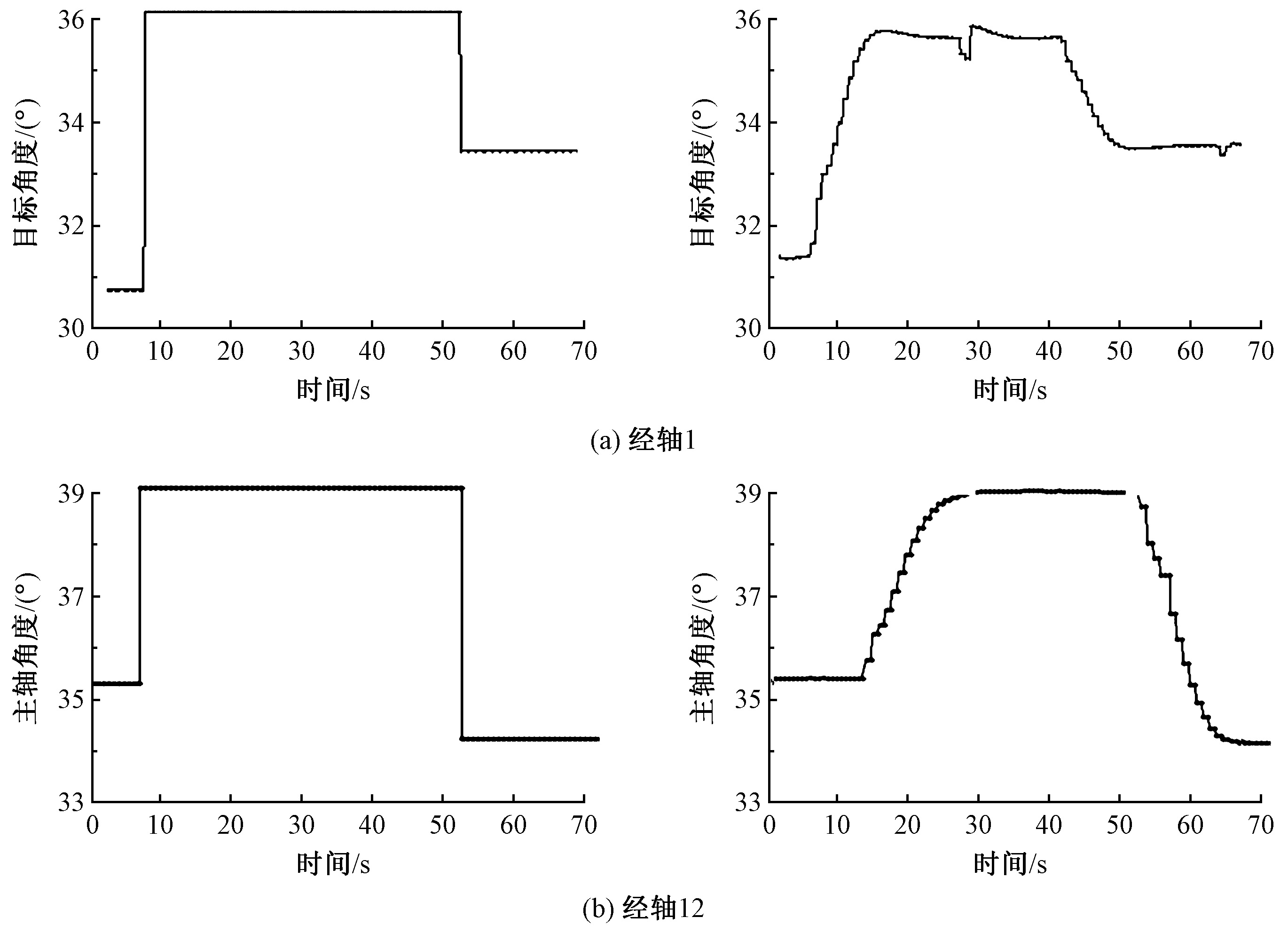
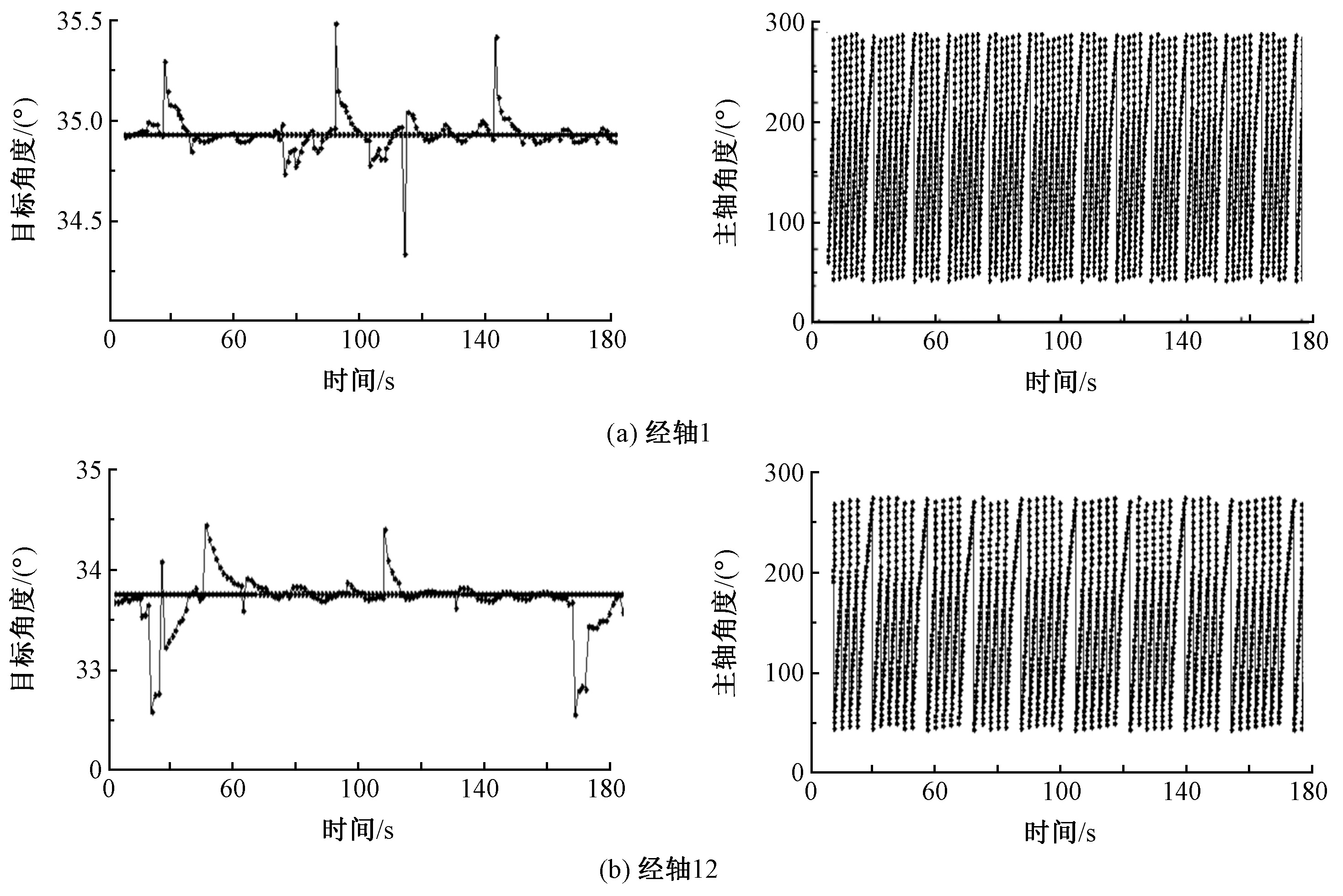
角联织机的张力控制是实现织造多层角联锁织物的核心之一,针对30层角联织物的特殊织造工艺以及送经运动特性,在分析经纱张力主要影响因素的基础上,采用组合式PID控制算法来实现经纱恒张力控制。利用直接控制法控制每纬送经量,同时针对多经轴结构提出一种经轴直径估算法,保证足够送经量。针对织造过程中的动态张力变化结合张力摆杆与角度传感器,检测摆杆位置偏差,控制使之处于相对稳态。对送经控制算法进行仿真,并采集现场实际数据进行分析,结果表明,阶跃干扰下张力摆杆迅速响应,无超调量。在连续织造过程中张力摆杆的波动幅度保持在±1°内,满足角联织机的特殊织造要求,纱线张力的稳定性和控制精度都有明显提高,经纱张力无明显波动。
中图分类号:
| [1] | 屈国欣, 宋若康, 戴珍, 等. 石英纤维增强酚醛多孔复合材料的制备及性能[J]. 新技术新工艺, 2022(7):27-32. |
| QU Guoxin, SONG Ruokang, DAI Zhen, et al. Preparation and properties of quartz fiber reinforced phenolic porous composites[J]. New Technology and New Process, 2022(7):27-32. | |
| [2] | 卢绪凤, 杨建成. 碳纤维多层角联织机多经轴送经机构经纱张力计算及控制算法[J]. 玻璃钢/复合材料, 2017(12):14-18. |
| LU Xufeng, YANG Jiancheng. Calculation and control algorithm of warp tension of multi-warp beam let-off mechanism of carbon fiber multi-layer corner loom[J]. FRP/Composites, 2017(12):14-18. | |
| [3] | 韩天赐, 周其洪, 陈革, 等. 基于LabVIEW的立体织机经纱张力检测系统设计[J]. 东华大学学报(自然科学版), 2018, 44(5):762-765,771. |
| HAN Tianci, ZHOU Qihong, CHEN Ge, et al. Design of warp tension detection system for three-dimensional loom based on LabVIEW[J]. Journal of Donghua University(Natural Science Edition), 2018, 44(5):762-765,771. | |
| [4] | 陈家新, 赵博, 张永红. 织机经纱张力检测与控制技术[J]. 纺织机械, 2013(2):32-35. |
| CHEN Jiaxin, ZHAO Bo, ZHANG Yonghong. Warp tension detection and control technology of loom[J]. Textile Machinery, 2013 (2):32-35. | |
| [5] | 郑华. 电子送经卷取系统的研究与开发[D]. 上海: 东华大学, 2012:1-50. |
| ZHENG Hua. Research and development of electronic take-off system[D]. Shanghai: Donghua University, 2012:1-50. | |
| [6] | 夏鹏飞, 刘薇. 碳纤维角联织机经纱张力的H_∞网络化控制[J]. 科学技术与工程, 2022, 22 (20): 8771-8780. |
| XIA Pengfei, LIU Wei. H_∞ network control of warp tension in carbon fiber angle loom[J]. Science Technology and Engineering, 2022, 22 (20): 8771-8780. | |
| [7] | 张庆龙. 喷水织机的张力调节与控制系统设计[D]. 青岛: 青岛大学,2023:1-49. |
| ZHANG Qinglong. Design of tension adjustment and control system of water jet loom[D]. Qingdao: Qingdao University,2023:1-49. | |
| [8] | HUANG J, GAO M, HE Z. The application of PID controller with dead zone for yarn's constant tension control system[C]// Industrial Electronics and Application(ICIEA). Melbourne: IEEE, 2013, 348-351. |
| [9] | 陈学军, 吴钢华, 林海波. 基于PID 积分分离算法的多线切割机恒张力控制研究[J]. 组合机床与自动化加工技术, 2012(1):81-84,92. |
| CHEN Xuejun, WU Ganghua, LIN Haibo. Research on constant tension control of multi-wire cutter based on pid integral separation algorithm[J]. Combined Machine Tool and Automatic Processing Technology, 2012(1):81-84,92. | |
| [10] | BECK T, LENZ C, HAMBACH L D, 等. 张力可控的自适应供纱系统[J]. 国际纺织导报, 2018, 46(9):10-12. |
| BECK T, LENZ C, HAMBACH L D, et al. Adaptive yarn supply system with controllable tension[J]. Melliand International Textile Reports, 2018, 46 (9): 10-12. | |
| [11] | 黄祥源. 基于积分分离PID 算法的张力控制器的设计[J]. 工业控制计算机, 2011, 24(5):36-38. |
| HUANG Xiangyuan. Design of tension controller based on integral separation PID algorithm[J]. Industrial Control Computer, 2011, 24(5):36-38. | |
| [12] | 李品. 积分分离PID控制算法在PLC炉温控制系统中的应用[J]. 电子设计工程, 2013, 21(24):54-55,58. |
| LI Pin. Application of integral separation PID control algorithm in PLC furnace temperature control Sys-tem[J]. Electronic Design Engineering, 2013, 21(24):54-55,58. | |
| [13] | 张锐, 白连平. 永磁交流伺服电机控制系统的研究[J]. 电气技术. 2011(3): 6-9. |
| ZHANG Rui, BAI Lianping. Research on permanent magnet AC servo motor control system[J]. Electrical Technology. 2011(3): 6-9. | |
| [14] | 施兴华, 季葛盛, 钱佶麒, 等. 基于PID的ROV运动控制仿真[J]. 中国海洋平台, 2024, 39(1):26-32,50. |
| SHI Xinghua, JI Gesheng, QIAN Jiqi, et al. PID-based ROV motion control simulation[J]. China Ocean Platform, 2024, 39(1):26-32,50. |
| [1] | 陈馨蔚, 顾冰菲, 田佳莉, 周思凡, 刘瑜希, 刘金灵, 易洁伦, 孙玥. 基于参数化设计和数值模拟仿真技术的运动文胸版型优化[J]. 纺织学报, 2025, 46(04): 162-170. |
| [2] | 杜诚杰, 洪剑寒, 张昆, 梁宽, 谢国炎, 梁贤君. 旋转式圆形编织机拨盘与锭子座传动间隙分析及优化[J]. 纺织学报, 2025, 46(04): 207-214. |
| [3] | 尚静雨, 蒋高明, 陈钰珊, 刘海桑, 李炳贤. 花式纱罗织物设计与三维仿真[J]. 纺织学报, 2025, 46(04): 81-88. |
| [4] | 梁金星, 李东盛, 韩开放, 胡新荣, 彭佳佳, 李立军. 基于物理约束的纬编针织物动态形变模拟[J]. 纺织学报, 2025, 46(03): 109-115. |
| [5] | 马运娇, 王蕾, 潘如如. 基于双斜交平面镜的纱线条干三维仿真[J]. 纺织学报, 2025, 46(02): 86-91. |
| [6] | 黄小源, 王青云, 侯珏, 杨阳, 刘正. 基于技能熟练度的服装流水线仿真优化及其应用[J]. 纺织学报, 2025, 46(01): 169-178. |
| [7] | 郭琦, 吴宁, 孟影, 安达, 黄建龙, 陈利. 变厚度头锥体织物的工艺设计与验证[J]. 纺织学报, 2024, 45(12): 98-108. |
| [8] | 刘健, 王程皓, 董守骏, 刘泳汝. 半封闭自由表面式静电纺丝喷头设计与优化[J]. 纺织学报, 2024, 45(11): 215-225. |
| [9] | 陈钰珊, 蒋高明, 李炳贤. 基于双扎口的纬编管状无缝织物三维仿真[J]. 纺织学报, 2024, 45(10): 95-102. |
| [10] | 张佃平, 王昊, 林文峰, 王振秋. 多喷头纺丝装置的仿真与设计[J]. 纺织学报, 2024, 45(10): 200-207. |
| [11] | 关松松, 蒋高明, 杨美玲, 李炳贤. 基于线圈结构的双针床经编毛绒织物三维仿真[J]. 纺织学报, 2024, 45(09): 84-90. |
| [12] | 王遵钦, 刘东炎, 王晓旭, 张典堂. 机织角联锁变密度复合材料的面外压缩力学特性[J]. 纺织学报, 2024, 45(07): 63-71. |
| [13] | 陶静, 汪俊亮, 张洁. 数据驱动与有限元仿真融合的纱线断裂强力分析方法[J]. 纺织学报, 2024, 45(02): 238-245. |
| [14] | 丁彩红, 左今朝. 不停丝自动化铲板系统的集排丝技术研究[J]. 纺织学报, 2023, 44(12): 162-169. |
| [15] | 赵俊杰, 蒋高明, 程碧莲, 李炳贤. 毛衫绞花织物的三维仿真与实现[J]. 纺织学报, 2023, 44(12): 81-87. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号