纺织学报 ›› 2026, Vol. 47 ›› Issue (1): 98-105.doi: 10.13475/j.fzxb.20250303501
徐浩文, 敖利民( )
)
XU Haowen, AO Limin()
摘要:
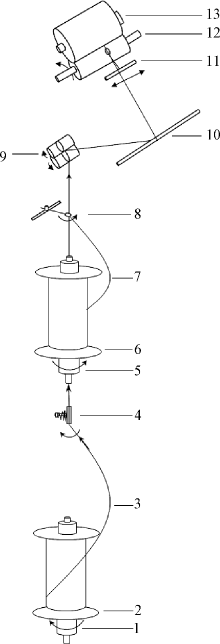
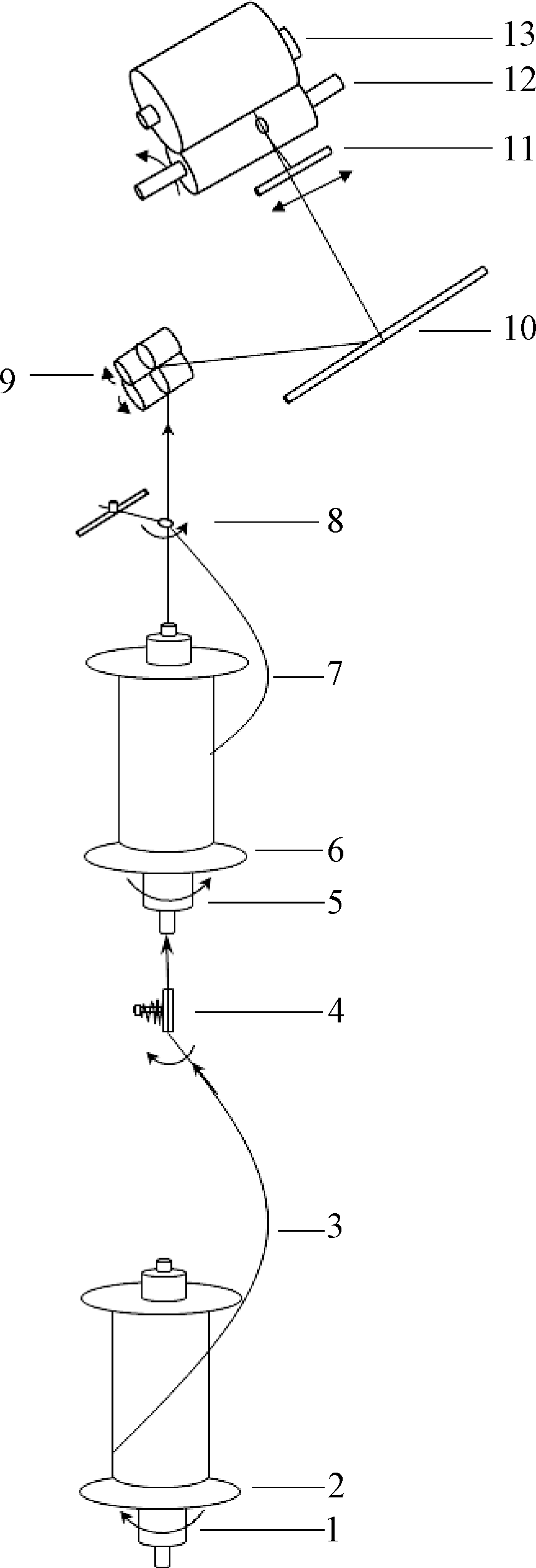
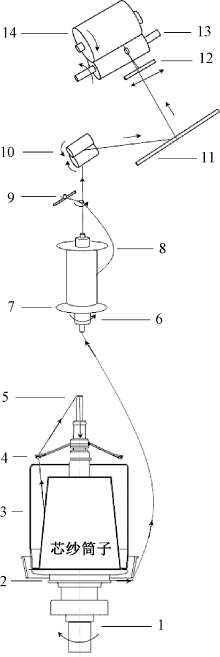
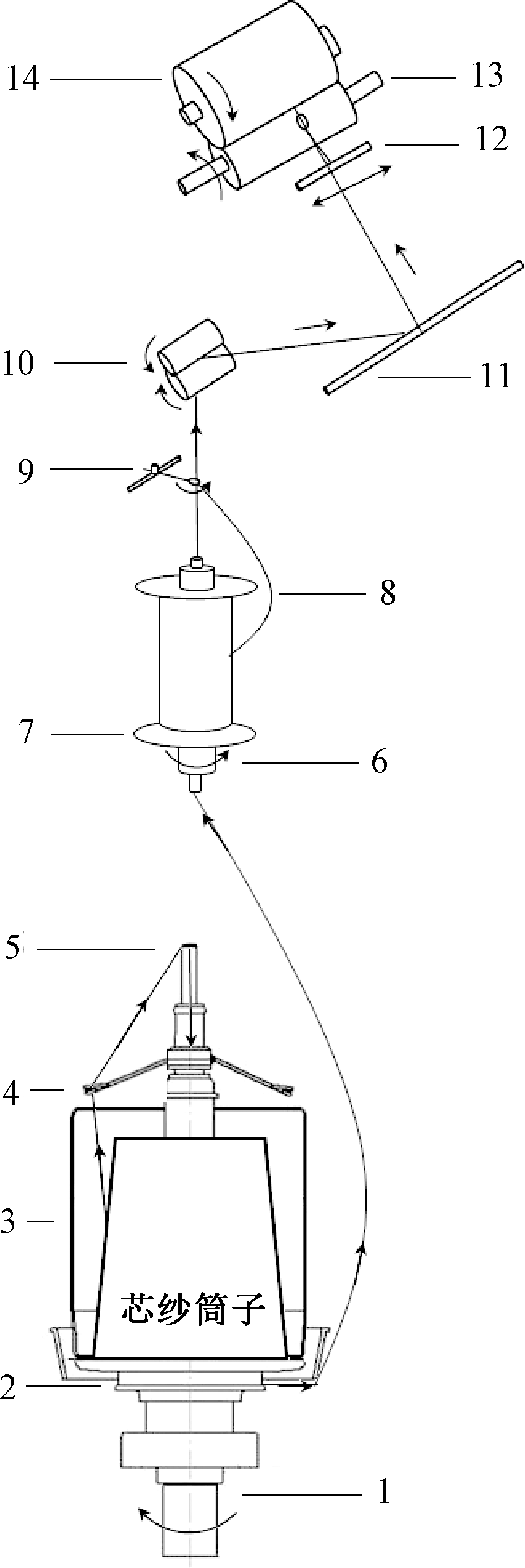
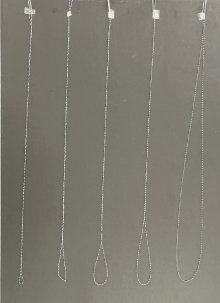
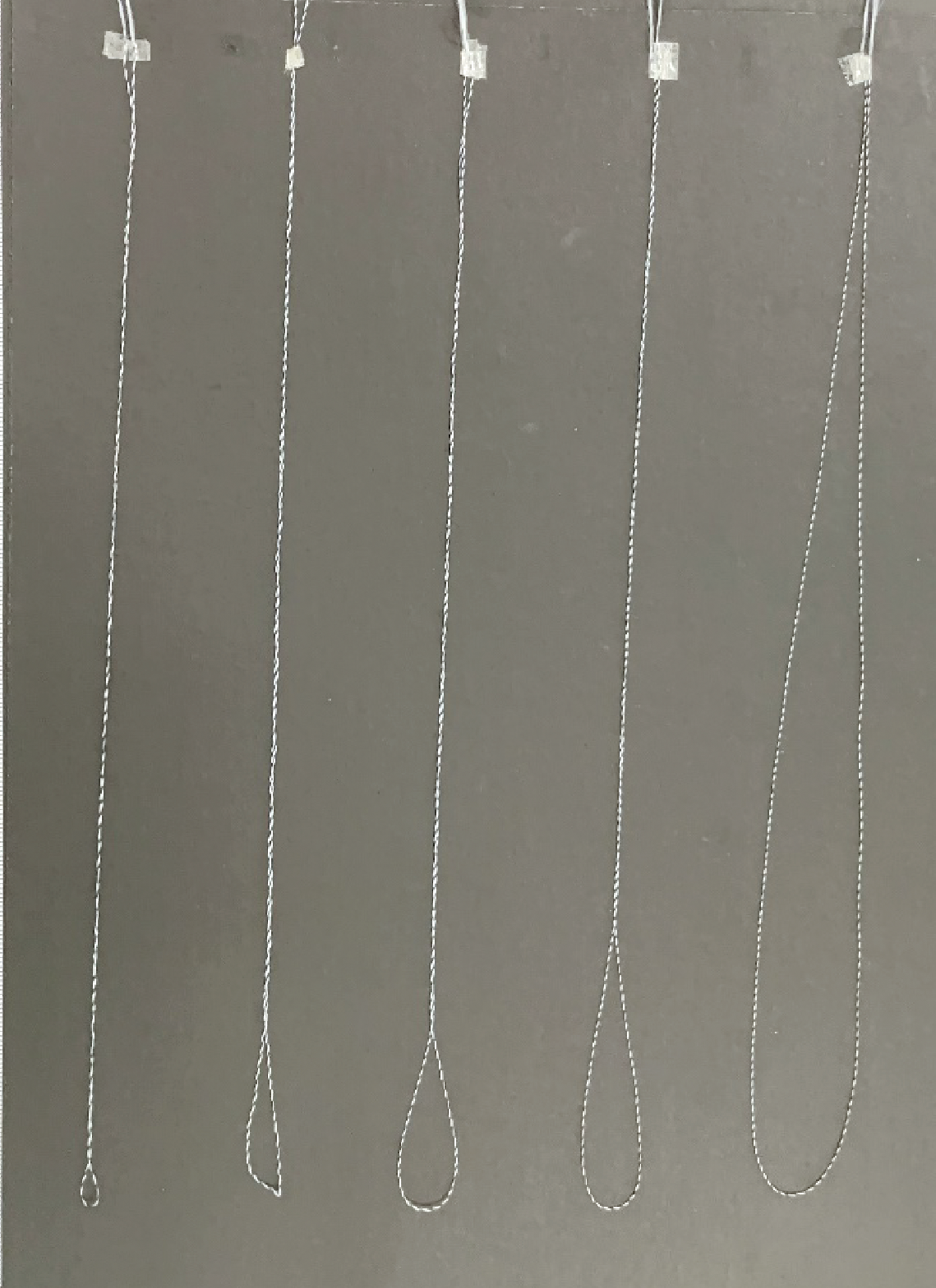
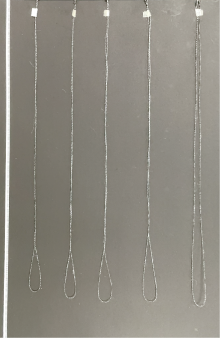
为解决非弹力单包包覆纱因包缠内应力导致的扭结问题,提出采用芯纱实时反向加捻再包覆的技术方法,即对芯纱进行捻向与包缠捻向相反的实时加捻,通过芯纱加捻的反捻力矩抵消外包缠纱包缠产生的反捻力矩,实现包覆纱的无扭结效果。探讨了2种在空心锭包覆机上进行芯纱实时加捻的技术:空心锭机构加捻与倍捻机构加捻,给出2种芯纱加捻的技术原理,并分析了各自优缺点和适用性;明确了芯纱加捻的捻向匹配原则:长丝芯纱可自由选择加捻捻向,短纤芯纱因具有初始捻度,芯纱进行再加捻的捻向须与原捻向相同。利用2种芯纱加捻机构分别纺制了包缠捻度为500捻/m的涤纶长丝混色包覆纱和包缠捻度为800捻/m的毛/涤纶混色包覆纱,并对不同芯纱反向加捻捻度下包覆纱的扭结指数和拉伸性能进行了测试。结果表明,芯纱反向加捻可显著降低包覆纱的扭结,当涤纶长丝芯纱反向加捻至400捻/m时,扭结指数下降超90%;毛/涤纶包覆纱芯纱捻度达200捻/m时,扭结接近完全消除。芯纱加捻改变了包覆纱的结构,故对复合纱的性能会有所影响,对于不同芯纱和外包缠纱配置,以及不同芯纱反向加捻捻度,断裂强力和伸长率的变化趋势有所不同。
中图分类号:
| [1] | 敖利民, 唐雯. 捻度和捻向配置对双包包覆纱性能的影响[J]. 纺织学报, 2023, 44(7): 50-56. |
| AO Limin, TANG Wen. Influences of twist and twist direction arrangement on properties of double covered yarns[J]. Journal of Textile Research, 2023, 44(7): 50-56. | |
| [2] | 敖利民, 潘柳菲, 唐雯, 等. 四轴系喂入包覆纱的复合结构与性能[J]. 纺织学报, 2025, 46(1): 52-61. |
| AO Limin, PAN Liufei, TANG Wen, et al. Composite structures and properties of quadratically-fed covered yarns[J]. Journal of Textile Research, 2025, 46(1): 52-61. | |
| [3] | 王增喜. 短纤维纱线捻度稳定性的评价及其影响因素的研究[J]. 化纤与纺织技术, 2014, 43(4): 22-27. |
| WANG Zengxi. Study on evaluation and influencing factors of yarn twist stability of staple fiber[J]. Chemical Fiber & Textile Technology, 2014, 43(4): 22-27. | |
| [4] | 汪泽幸, 苏雅君, 李洪登, 等. 常用纱线定捻法及其定捻效果评价[J]. 湖南工程学院学报(自然科学版), 2015, 25(4): 62-65. |
| WANG Zexing, SU Yaun, LI Hongdeng, et al. Experimental investigation and evaluation of common yarn twist setting[J]. Journal of Hunan Institute of Engineering ( Natural Science Edition), 2015, 25(4):62-65. | |
| [5] | 张瑞成, 张文清, 吕哲, 等. 基于自捻纺的嵌入式低扭矩复合纱性能分析[J]. 纺织学报, 2025, 46(2): 78-85. |
| ZHANG Ruicheng, ZHANG Wenqing, LÜ Zhe, et al. Performance analysis of embedded low-torque composite yarns based on self-twisting spinning[J]. Journal of Textile Research, 2025, 46(2):78-85. | |
| [6] | 吴济宏, 陈晓林, 范江涛, 等. 一种针织用扭力平衡的复合纱的制作方法: 201310181677.5[P].2015-10-21. |
| WU Jihong, CHEN Xiaolin, FAN Jiangtao, et al. Method for producing torque-balanced composite yarn for knitting applications: 201310181677.5[P]. 2015-10-21. | |
| [7] | 朱杰, 杨明惠, 王武, 等. 一种毛纺复合纱线生产设备:202322246203.6[P].2024-04-05. |
| ZHU Jie, YANG Minghui, WANG Wu, et al. Manufacturing equipment for woolen composite yarn manufacturing: 202322246203.6[P]. 2024-04-05. | |
| [8] | NK Palaniswamy, AP Mohamed. Balanced two-ply cotton yarn[J]. Indian Journal of Fibre & Textile Research, 2005, 30(3): 32-36. |
| [9] | NK Palaniswamy, AS Mohamed, PW Robert. Balanced two-ply cotton rotor yarn[J]. Indian Journal of Fibre & Textile Research, 2007, 32(6): 169-172. |
| [10] |
FRASER W B, STUMP D M. Twist in balanced-ply structures[J]. The Journal of the Textile Institute, 1998, 89(3): 485-497.
doi: 10.1080/00405009808658635 |
| [11] | 沈新华. 特种包覆纱的工艺及其产品: 201010160931.X[P]. 2010-08-25. |
| SHEN Xinhua. Manufacturing method and end-use products for technical covered yarns: 201010160931.X[P]. 2010-08-25. | |
| [12] | 徐浩文, 敖利民, 唐雯, 等. 一种无扭结包覆线的制备方法及装置: 202411867805.6[P]. 2025-02-11. |
| XU Haowen, AO Limin, TANG Wen, et al. A preparation method and device for snarl-free covered yarn: 202411867805.6[P]. 2025-02-11. |
| [1] | 石彬琳, 董智佳, 马丕波, 丛洪莲, 吴光军, 刘博. 机器人颈关节包覆用针织全成形织物结构设计[J]. 纺织学报, 2025, 46(12): 116-122. |
| [2] | 王小虎, 包安娜, 魏静雯, 赵晓曼, 韩潇, 洪剑寒. 基于静电纺丝-静电喷涂协同工艺的跨尺度传感纱一步法制备及其应用[J]. 纺织学报, 2025, 46(12): 101-109. |
| [3] | 张逸飞, 万玥, 暨若云, 付少举, 王璐, 关国平. 蚕丝/氨纶医用压力臂套服用性能评价[J]. 纺织学报, 2025, 46(07): 111-118. |
| [4] | 腾燕飞, 万爱兰. 消臭运动袜的研发及其性能[J]. 纺织学报, 2025, 46(06): 120-126. |
| [5] | 岳欣琰, 邵剑波, 王小虎, 韩潇, 赵晓曼, 洪剑寒. 基于镀银锦纶/锦纶/水性聚氨酯复合纱的一维结构柔性电容传感器[J]. 纺织学报, 2025, 46(03): 82-89. |
| [6] | 敖利民, 潘柳菲, 唐雯, 方瑞峰. 四轴系喂入包覆纱的复合结构与性能[J]. 纺织学报, 2025, 46(01): 52-61. |
| [7] | 贾冰凡, 敖利民, 唐雯, 郑元生, 尚珊珊. 毛纱/锦纶长丝包覆纱的纺制及其性能与应用[J]. 纺织学报, 2023, 44(12): 58-66. |
| [8] | 骆春旭, 龚浩然, 吴敏勇, 黄丛, 刘可帅. 特种玄武岩缝纫线的制备工艺及其性能[J]. 纺织学报, 2023, 44(11): 61-66. |
| [9] | 王雅倩, 万爱兰, 曾登, 吴光军, 祁倩. 形状记忆氨纶/锦纶包覆纱的制备及其压力袜性能[J]. 纺织学报, 2023, 44(10): 53-59. |
| [10] | 敖利民, 唐雯. 捻度和捻向配置对双包包覆纱性能的影响[J]. 纺织学报, 2023, 44(07): 50-56. |
| [11] | 周筱雅, 马定海, 胡铖烨, 洪剑寒, 刘永坤, 韩潇, 闫涛. 涤纶/聚酰胺6纳米纤维包覆纱的连续制备及其应用[J]. 纺织学报, 2022, 43(02): 110-115. |
| [12] | 熊祥章, 裴泽光, 陈革. 基于形状记忆合金丝包覆纱的针织物致动器研究[J]. 纺织学报, 2020, 41(05): 50-57. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号